



















 Una impresión adecuada sobre aluminio se podría lograr si la superficie del material no está porosa, debido a que absorbería mayor cantidad de tinta y la imagen impresa quedaría desproporcionada.
Una impresión adecuada sobre aluminio se podría lograr si la superficie del material no está porosa, debido a que absorbería mayor cantidad de tinta y la imagen impresa quedaría desproporcionada.
En la industria de la comunicación visual, la impresión digital sobre aluminio es tan vasta como la imaginación lo permita. Resulta por demás interesante el uso que se le ha dado a este material, lo podemos ver en placas de automóviles, logotipos de empresas, en recorte de letras con imágenes impresas o en el forrado de las paredes de una recepción para dar un efecto de metalizado a la imagen de la oficina.
También se realizan portavasos con el logotipo de bares, bases de aluminio impresas para colocar en escritorios. Un caso particular es el que realizó por pedido la empresa Foto América Estudio, a quien le solicitaron la impresión de una fotografía sobre aluminio que sería colocada en una cripta. Como vemos, pueden surgir diferentes propuestas.
Los profesionales que se dedican a las artes plásticas y que requieren un material novedoso son los clientes asiduos de la impresión en aluminio. Lo utilizan también los diseñadores de interiores y constructores. El auge en el uso del aluminio está ocurriendo en ámbitos donde se requieren ideas novedosas y creativas.
Proveedores de aluminio
Este aluminio viene en bobinas y la aleación que se requiere para realizar impresión digital sobre este material es la 3104 (de acuerdo con la norma del Aluminum Association), cabe destacar que dicha aleación es la que se utiliza, por ejemplo, para realizar las latas para bebidas.
Las aleaciones de aluminio son combinaciones de aluminio primario con algunos metales, se produce en bobinas (rollos) para que el cliente lo corte al tamaño que lo requiera. Entre las empresas que producen aluminio se encuentran Venalum, Alcasa, Albras, Valesul, Alcoa y Alcan. El aluminio se importa de países como Venezuela, Brasil, Estados Unidos, Canadá y Argentina.
Uso en envases y letreros
Empresas como Alcoa fabrican aluminio y chapa de aluminio para su uso en una amplia variedad de envases y aplicaciones de consumo de alimentos y bebidas incluidos los contenedores. Produce hoja de contenedores rígidos de aluminio para el envasado de productos de consumo y de mercado, sus clientes utilizan la hoja para la fabricación de latas de bebidas y alimentos para cerveza, refrescos, jugos, bebidas energéticas, agua envasada, y para la industria alimentaria.
Se pueden encontrar en el mercado hojas de aluminio denominadas Dibon, que cuentan con una capa de pintura blanca que permite resaltar más los colores, con ésta se logra un resultado de impresión más fino y detallado. El aluminio tradicional sólo sirve para realizar señalización o letreros que no requieren de detalles finos en la imagen.
Los costos entre un aluminio normal y el denominado Dibond oscilan entre 90 y 98 dólares, respectivamente, dependiendo del proveedor. En el caso del aluminio normal se encuentra hasta en un 70% más económico y ambos con medidas de 1.22 x 2.44 cm.
Proceso de impresión y equipos
Existen hojas de aluminio rígidas y flexibles tanto rugosas como lisas; sin embargo, las lisas son más utilizadas dado que las porosas absorben mayor cantidad de tinta y durante el secado la impresión puede ser inservible.
El aluminio no debe estar ondulado o con una superficie irregular, dado que pueden dañar los cabezales de los equipos al pasar sobre la hoja de aluminio; además de que tampoco permitiría una inyección de la tinta adecuada.
La resolución de la imagen se requiere de 250 dpi y el tamaño tendrá que ser igual al sustrato donde será impresa. para que la impresión sea óptima. De lo contrario, al momento de expandir el tamaño de la imagen se deteriorarían los pixeles.
Una de las ventajas de imprimir sobre aluminio en digital es que pueden producirse desde una pieza hasta las que sean necesarias, y cada una de ellas con características distintas.
La impresión en aluminio oscila en 310 pesos el m2, aunque dependiendo de la cantidad se puede reducir el costo debido a que se evitan desperdicios de material.
Las tintas UV se adhieren de mejor forma sobre el aluminio, logrando que después de realizar la impresión el material pueda empacarse o almacenar sin peligro de que se pegue uno con otro o esté húmeda la tinta. La calidad de adherencia de las tintas UV es mayor.
Si el cliente lo requiere, al finalizar la impresión puede aplicarse un laminado o barniz antigraffiti para proteger el material de rayaduras, los rayos del sol o de aerosoles si es que se ubicará en exteriores
Empresas como Laboratorios Julio y Foto América Estudio utilizan equipos Vutek PresVu, Rho 250 y Vutek QS200 con secado UV para realizar este tipo de impresiones. Aunque basta con que la impresora sea de cama plana o rollo a rollo y que utilice tintas UV, tal es el caso de los equipos Mimaki CJV 160 UV; la :Anapurna MX y el XL2 de la marca AGFA, así como la impresora Neo Titan 1606.
Para evitar que durante el corte del aluminio la imagen impresa se dañe, es preferible cortar las piezas a utilizar antes de realizar la impresión. Por ejemplo, si se van a realizar círculos con el aluminio estos se deben cortar antes de imprimir la imagen. El trabajo de corte puede efectuarse con equipos láser o un router, de esta manera se evita que se dañe la imagen cuando ya está impresa en el aluminio.
FUENTES: Miguel Herrera Subirachs, Gerente de Foto América Estudio, S.A. de C.V.; Salvador Olvera Roldán, Gerente de Comercialización y Proyectos Especiales de Laboratorios; Julio y Juan Carlos Henao, Departamento de Ventas de TSG.
 Oleds, Iluminan el futuro
Oleds, Iluminan el futuro La eliminación de componentes dañinos en las tintas para impresión digital se ha vuelto del interés de los productores de las mismas frente a la necesidad de preservar la salud de los usuarios y el entorno que los rodea.
La eliminación de componentes dañinos en las tintas para impresión digital se ha vuelto del interés de los productores de las mismas frente a la necesidad de preservar la salud de los usuarios y el entorno que los rodea. Un holograma permite observar diversas imágenes al cambio de posición y reflexión de luz, proporcionando autentificación a un producto y evitando su posible falsificación.
Un holograma permite observar diversas imágenes al cambio de posición y reflexión de luz, proporcionando autentificación a un producto y evitando su posible falsificación. Entre los edificios y otros inmuebles que forman parte de las ciudades, se abre paso un tipo particular de arquitectura de grandes dimensiones. Se trata de la publicidad monumental que gracias a su diseño vanguardista, forma y colorido, obliga a conductores y peatones a observar los anuncios que de ella cuelgan.
Entre los edificios y otros inmuebles que forman parte de las ciudades, se abre paso un tipo particular de arquitectura de grandes dimensiones. Se trata de la publicidad monumental que gracias a su diseño vanguardista, forma y colorido, obliga a conductores y peatones a observar los anuncios que de ella cuelgan.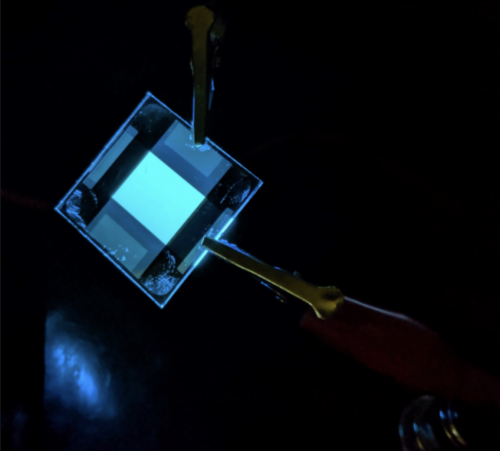 Inmersa en una etapa avanzada de desarrollo y pruebas, esta nueva solución tecnológica tiene ventajas pero también retos que superar, para convertirse en la iluminación que acompañe a las pantallas electrónicas, dispositivos móviles y aplicaciones comerciales.
Inmersa en una etapa avanzada de desarrollo y pruebas, esta nueva solución tecnológica tiene ventajas pero también retos que superar, para convertirse en la iluminación que acompañe a las pantallas electrónicas, dispositivos móviles y aplicaciones comerciales. Desde que los lentes se diseñan por computadora, se realizan análisis y se integran elementos en los cristales como la fluorita, estos dispositivos hacen posible obtener fotografías con alto nivel de resolución y creatividad.
Desde que los lentes se diseñan por computadora, se realizan análisis y se integran elementos en los cristales como la fluorita, estos dispositivos hacen posible obtener fotografías con alto nivel de resolución y creatividad. La impresión digital textil ya no es un proceso exclusivo de las grandes empresas de estampado de telas, pues hoy se puede crear desde la comodidad de una oficina o un pequeño taller.
La impresión digital textil ya no es un proceso exclusivo de las grandes empresas de estampado de telas, pues hoy se puede crear desde la comodidad de una oficina o un pequeño taller. Poco a poco los artistas y fotógrafos profesionales han ido migrando del proceso tradicional al digital. Ante esta circunstancia, los fabricantes no solo han desarrollado impresoras de amplio formato para reproducciones artísticas y fotográficas, también optan por comercializar un papel dedicado a estos mercados.
Poco a poco los artistas y fotógrafos profesionales han ido migrando del proceso tradicional al digital. Ante esta circunstancia, los fabricantes no solo han desarrollado impresoras de amplio formato para reproducciones artísticas y fotográficas, también optan por comercializar un papel dedicado a estos mercados. Puede usarse para libros, mapas o bolsas de supermercado.
Puede usarse para libros, mapas o bolsas de supermercado. De día es una, de noche otra. Se trata de la lona Rflex, conformada por dos caras que permiten tener dos imágenes diferentes en distintos momentos.
De día es una, de noche otra. Se trata de la lona Rflex, conformada por dos caras que permiten tener dos imágenes diferentes en distintos momentos. En busca de ir más allá de los productos promocionales impresos digitalmente sobre telas, se están desarrollando nuevos sustratos, maquinaria y químicos que expandan las posibilidades de desarrollo de este sector.
En busca de ir más allá de los productos promocionales impresos digitalmente sobre telas, se están desarrollando nuevos sustratos, maquinaria y químicos que expandan las posibilidades de desarrollo de este sector. En busca de nuevas innovaciones que captaran mejor la atención de los clientes, empresarios aprovecharon materiales utilizados en otros sectores para animar a las marcas. Tomando en cuenta que las pistas pueden tener características específicas, los costos de producción varían, ya que cada una requiere un tipo de fabricación especial.
En busca de nuevas innovaciones que captaran mejor la atención de los clientes, empresarios aprovecharon materiales utilizados en otros sectores para animar a las marcas. Tomando en cuenta que las pistas pueden tener características específicas, los costos de producción varían, ya que cada una requiere un tipo de fabricación especial. En miras de adquirir un material que facilite la impresión, el mercado ha vuelto sus ojos a sustratos versátiles y particulares como éste, cuyas aplicaciones tienen como límite la imaginación y la creatividad de las personas.
En miras de adquirir un material que facilite la impresión, el mercado ha vuelto sus ojos a sustratos versátiles y particulares como éste, cuyas aplicaciones tienen como límite la imaginación y la creatividad de las personas. Pedro Villaseñor, Director de Ventas Latinoamérica de Ultraflex Systems, expone cómo la calidad y la elección adecuada del sustrato son claves esenciales para aplicaciones exitosas.
Pedro Villaseñor, Director de Ventas Latinoamérica de Ultraflex Systems, expone cómo la calidad y la elección adecuada del sustrato son claves esenciales para aplicaciones exitosas.


