

















La creación de sombras y degradados de colores es una de las solicitudes más comunes para los que parctican la serigrafía, puede tratarse de una plasta de color que se combina para crear un matiz o degradado o la aplicación de una selección de color que le dé a nuestro diseño el impacto que deseamos
 La serigrafía es la reyna en el manejo de plastas de color, y cualquier serigrafísta sabe que es la forma más sencilla de imprimir, y que podemos lograr grandes ilustraciones solo usando plastas de color pero siempre existiran las empresas que desen aplicar un desvanecido o degradado para este obejetivo existen dos métodos principales para hacer degradados. El primero se basa en la mezcla de tintas y el segundo, mediante la variación del tamaño de los puntos en las pantallas o mayas. En ambos casos, no existe una única estrategia para lograr un mejor resultado; dependiendo del trabajo a realizar, cada serigrafista o diseñador utiliza su propio criterio para poder definir y detallar cómo se va a manejar.
La serigrafía es la reyna en el manejo de plastas de color, y cualquier serigrafísta sabe que es la forma más sencilla de imprimir, y que podemos lograr grandes ilustraciones solo usando plastas de color pero siempre existiran las empresas que desen aplicar un desvanecido o degradado para este obejetivo existen dos métodos principales para hacer degradados. El primero se basa en la mezcla de tintas y el segundo, mediante la variación del tamaño de los puntos en las pantallas o mayas. En ambos casos, no existe una única estrategia para lograr un mejor resultado; dependiendo del trabajo a realizar, cada serigrafista o diseñador utiliza su propio criterio para poder definir y detallar cómo se va a manejar.
El primer método consiste en mezclar dos o tres tintas y correrlas al mismo tiempo con la intención de que las mismas se vayan intercambiando al irlas arrastrando, la principal ventaja de este método es que no se aprecian las tramas de los puntos aunque el mismo requiere de mucha práctica para lograr la repetitividad en un diseño, normalmente para cualquier ojo pasan imperceptibles las diferencias, pero un ojo educado si podría notarlas.
El segundo método se basa en utilizar diferentes tamaños en las aberturas de los puntos de las mayas siendo los más abiertos para colores intensos y los más cerrados para los colores claros con este método se logra fácilmente una repetitividad en el diseño pero es muy fácil ver las tramas de los puntos.
El secreto para lograr un degradado de calidad está en la estabilidad del rasero durante la combinación de las tintas. Se coloca la tinta horizontalmente sobre la parte donde va a correr el rasero, es decir, no se puede correr de medio tono de arriba hacia abajo (por ejemplo, arriba más azul y abajo menos azul o viceversa), sino que el color debe correr exactamente en las mismas proporciones. Para hacer este tipo de acabados se debe utilizar pantalla con positivos a medios tonos de más a menos. Entre más pequeños los puntos menor flujo de tinta habrá y, por lo contrario, entre más abiertos estén los puntos, mayor flujo de tinta y por lo tanto se podrá obtener una mayor intensidad de color.
En cuanto a la malla, normalmente se puede usar desde una malla fina de 90, hasta una de 62 si fuera necesario, dependiendo de la cantidad de tinta que se requiera. Convencionalmente se utiliza un rasero de dureza media para que no se doble tanto y el depósito sea menor; entre menos doble el rasero, menos se juntarán y menos brincarán las tintas. Por ejemplo, con un rasero de dureza media, si las tintas corrieron 1 cm una de la otra, no van a extenderse más allá, si el rasero es suave, se van a extender y se van a brincar más de lo que queremos. En resumen, para lograr un degradado más abierto la recomendación es utilizar un rasero más suave y, por el contrario, si buscamos que la mezcla sea menor, es mejor utilizar un rasero de dureza media.
 Otro elemento que se debe cuidar mucho para obtener un resultado de calidad es el marco. Es recomendable utilizar un marco de aluminio ya que éste mantendrá una mejor tensión lo que ayudará a que la malla no tenga mucha flexibilidad para que la estabilidad de la misma tinta y el uso del rasero mantengan una constancia en la mezcla.
Otro elemento que se debe cuidar mucho para obtener un resultado de calidad es el marco. Es recomendable utilizar un marco de aluminio ya que éste mantendrá una mejor tensión lo que ayudará a que la malla no tenga mucha flexibilidad para que la estabilidad de la misma tinta y el uso del rasero mantengan una constancia en la mezcla.
Una segunda opción para lograr que no se noten mucho los puntos, es usar tramas o diseños tramados que escondan el punto. No necesita ser precisamente una selección de color – la separación es básica, pero la combinación de los colores cuando van entrando en diseños tramados entran de lado, no de arriba abajo, por lo que se van mezclando solos. Es notable la diferencia de cómo se tramaron los puntos donde no se ven y es muy importante que ésta práctica la realice personal capacitado ya que de lo contrario el punto puede quedar muy marcado. Es muy común manejar punto abierto por las mallas que se utilizan, sin embargo, es importante mantener en mente el objetivo final de cada trabajo – qué se quiere lograr y qué se puede hacer con los recursos disponibles.
El punto de registro siempre debe contar con un positivo. Entre mejor sea el positivo, mejor resultado se obtendrá. No es muy recomendable utilizar un positivo de un material suave, como puede ser el papel albanene, ya que al momento de ser relevado, éste se calienta, se contrae y presenta ciertos fenómenos que provocan una disminución en la calidad final del producto. Por ejemplo, al momento de inyectar la tinta en el papel albanene, no se produce un punto muy respetado, sino que siempre se esparce un poco más allá del punto elegido. Por el contrario, utilizar un positivo de acetato que es más sólido y estable, es más seguro que el punto se mantenga muy cercano al resultado que se busca lograr.
Como sabemos, cada serigrafista es libre de utilizar la emulsión que más le acomode a su forma de trabajo. Sin embargo, en esta ocasión recomendamos utilizar la WR25 ya que es una emulsión que puede definir desde 45 hasta 85 líneas por pulgada. Es una emulsión muy confiable en cuestiones de definición de punto, los deja muy limpios y muy cercanos en forma al punto original, ya sea redondos, diamantes, rombos o cualquier otra forma, lo que lleva a lograr una mejor calidad de medio tono en el momento del barrido e impresión. La recomendación es cargar la malla primero y luego descargar para tener una estabilidad de tono. En el caso de los medios tonos arrastrados en tres tintas juntas en una plasta completa, es necesario hacer un arrastre completo sin cargar la malla de tinta, porque si se hace una carga y luego una descarga, vienen las complicaciones en los diseños. Además hay que ser muy estable al arrastre ya que de lo contrario el degradado no saldrá correctamente.
En cuanto al revelado, es importante recalcar la importancia del tipo de luz que se utiliza. En el caso de optar por una luz alógena, se recomienda un tiempo de entre siete y diez minutos, dependiendo del uso y desgaste del foco. Al utilizar luz ultravioleta se debe tomar en cuenta el desgaste del tubo y el consumo que ha tenido, sin embargo, el tiempo de revelado podría disminuir a entre dos minutos y medio hasta cinco minutos; se usa menos tiempo porque es más potente la luz. En el caso de ser reveladoras más potentes, de entre tres mil y seis mil watts de potencia, las emulsiones se podrían revelar hasta en un minuto o inclusive 50 segundos. El mayor tiempo que se mantenga el punto en la cámara de instalación, los puntos tienden a hacerse más pequeños, lo que genera una tendencia a perder el punto porque las luces a veces se cruzan, sobretodo las luces blancas y las luces alógenas. En cualquier caso, es necesario realizar pruebas de exposición a la luz para determinar cuál es el mejor tiempo que no afecte el punto y que el medio tono quede bien definido.
Para este tipo de trabajos, normalmente se utilizan plastisoles, no obstante, ya existen más técnicas para uso. En caso de prendas oscuras, se pueden hacer descargas naturales y sobre éstas imprimir plastisoles con un acondicionador para hacer la tela más suave y agradable al tacto. Así, se pueden utilizar mallas finas – 90´s – y se puede definir cualquier tipo de punto – 43, 55, 60, 65. En cuanto al ángulo, para éstas prendas se sugiere manejar entre 25 y 35 grados.
Se han llegado a desarrollar separaciones de color y selecciones de color con tintas de base agua, siendo la línea de Matsui una de las líneas que nos ha permitido llegar a niveles de calidad muy altos. La base agua es noble y es una tinta que se acomoda fácilmente. Desafortunadamente, al ser una tinta importada, su costo es alto en comparación a las tintas nacionales, sin embargo, consideramos que es un costo que vale la pena asumir si lo que se busca es un resultado de la más alta calidad. Es recomendable usar una tinta noble que permita desarrollar el trabajo de tal manera que se logren los resultados deseados. Es común evitar usar una base agua porque se tapa mucho y no permite utilizar mallas muy finas, sin embargo, sugerimos hacer pruebas y salir un poco de lo que estamos acostumbrados para buscar siempre un mejor resultado. El secreto de un gran serigrafista es la práctica – un serigrafista que no desafía un reto difícilmente va a lograr el éxito.
Lo importante es hacer pruebas para poder desarrollar un producto de calidad. Si no queda a la altura, hay que buscar modificar la tinta, el hule, los ángulos, la presión, medir el arrastre, etc. El objetivo de realizar pruebas previas es tener una imagen que servirá como guía de los siguientes trabajos a realizar. En ocasiones este proceso puede tomar hasta dos horas antes de lograr obtener un registro perfecto en donde los colores bajen como se requiere. Es natural que al momento de hacer los arrastres, el serigrafista determine la cantidad de presión que requiere el tono, si el hule debe ser más o menos suave, si es necesario cambiar el ángulo, etc. Definir claramente todas estas variables en la etapa de prueba es muy conveniente ya que, al ser un proceso automático, permitirá tener una mayor constancia y la atención del personal estará enfocada únicamente en mantener el control de las máquinas. Siempre existe un índice de error relativo de +/- 3% de diferencia, sin embargo, éste es perceptible únicamente ante un ojo educado y así se logra un producto final con una calidad casi perfecta y repetible en cada ocasión.
Agradecemos a Martin Sotelo de Serimundo por la información proporcionada para la elaboración de este artículo
 Las impresoras para imprimir directamente sobre camisetas se llamaron desde el principio DTG, Direct-To-Garment Printers. Una traducción al español lo mas aproximada podría ser Impresora-Directa-sobre-Prenda, IDP.
Las impresoras para imprimir directamente sobre camisetas se llamaron desde el principio DTG, Direct-To-Garment Printers. Una traducción al español lo mas aproximada podría ser Impresora-Directa-sobre-Prenda, IDP.
 La cantidad de aplicaciones y utilidades que permite la impresión del aluminio ha hecho de éste un material muy popular en ramas tan diversas como la arquitectura, la señalización, la decoración de interiores, el diseño de puntos de venta y stands, rotulación, anuncios y muchísimas finalidades publicitarias.
La cantidad de aplicaciones y utilidades que permite la impresión del aluminio ha hecho de éste un material muy popular en ramas tan diversas como la arquitectura, la señalización, la decoración de interiores, el diseño de puntos de venta y stands, rotulación, anuncios y muchísimas finalidades publicitarias. 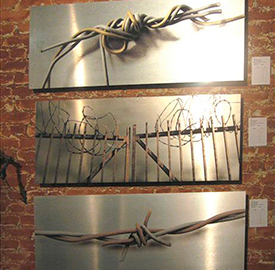 ¿Por qué elegir aluminio?
¿Por qué elegir aluminio? El nuevo software RPS incrementa las capacidades de las innovadoras impresoras y cortadoras de Roland, permitiendo un manejo rápido, sencillo y efectivo del proceso de impresión.
El nuevo software RPS incrementa las capacidades de las innovadoras impresoras y cortadoras de Roland, permitiendo un manejo rápido, sencillo y efectivo del proceso de impresión. Avery Dennison vuelve a ampliar su gama de productos adhesivos. Esta vez para incluir TrueCut, una nueva tecnología adhesiva específica para papel. La tecnología averyTrueCut permite importantes mejoras en cuanto a la velocidad de conversión y una mejor adhesión tanto en cartón como durante aplicaciones a baja temperatura. Esto resulta en una potente combinación de beneficios para los convertidores, quienes buscan un excelente rendimiento en máquina, y para los usuarios finales, que exigen la mayor variedad de aplicaciones posible.
Avery Dennison vuelve a ampliar su gama de productos adhesivos. Esta vez para incluir TrueCut, una nueva tecnología adhesiva específica para papel. La tecnología averyTrueCut permite importantes mejoras en cuanto a la velocidad de conversión y una mejor adhesión tanto en cartón como durante aplicaciones a baja temperatura. Esto resulta en una potente combinación de beneficios para los convertidores, quienes buscan un excelente rendimiento en máquina, y para los usuarios finales, que exigen la mayor variedad de aplicaciones posible. X-Rite Incorporated y su subsidiaria Pantone LLC han presentado la nueva cabina de luz Judge QC, diseñada para ayudar a las empresas industriales y a las imprentas comerciales a simular una variedad de condiciones de iluminación y evaluar mejor los colores frente a ellas.
X-Rite Incorporated y su subsidiaria Pantone LLC han presentado la nueva cabina de luz Judge QC, diseñada para ayudar a las empresas industriales y a las imprentas comerciales a simular una variedad de condiciones de iluminación y evaluar mejor los colores frente a ellas. BetterBuys galardonó a la serie Canon imageRUNNER 1400 con el premio Editors’ Choice 2015, en la categoría de multifuncionales en blanco y negro.
BetterBuys galardonó a la serie Canon imageRUNNER 1400 con el premio Editors’ Choice 2015, en la categoría de multifuncionales en blanco y negro. Epson lanza su nueva gama de impresoras de inyección de tinta SureColor acuosas, solventes y de sublimación con el debut de cuatro nuevas impresoras de 64 pulgadas, después de su lanzamiento este mes: la SureColor 10 colores SC-S80600, el CMYK de alta velocidad x 2 SureColor SC-S60600, la SureColor 4 colores SC-S40600, y la SureColor acuosa SC-p20000 súper rápido. Estas nuevas impresoras incorporan muchas características nuevas, que se combinan para ofrecer una excelente calidad, rendimiento de la producción y eficiencia en el uso de tinta a los proveedores de servicios de impresión profesionales.
Epson lanza su nueva gama de impresoras de inyección de tinta SureColor acuosas, solventes y de sublimación con el debut de cuatro nuevas impresoras de 64 pulgadas, después de su lanzamiento este mes: la SureColor 10 colores SC-S80600, el CMYK de alta velocidad x 2 SureColor SC-S60600, la SureColor 4 colores SC-S40600, y la SureColor acuosa SC-p20000 súper rápido. Estas nuevas impresoras incorporan muchas características nuevas, que se combinan para ofrecer una excelente calidad, rendimiento de la producción y eficiencia en el uso de tinta a los proveedores de servicios de impresión profesionales. Una nueva generación de impresoras industriales Inkjet de alto rendimiento Multi-Pass que garantiza la máxima eficiencia y rentabilidad en los procesos de producción digital textil.
Una nueva generación de impresoras industriales Inkjet de alto rendimiento Multi-Pass que garantiza la máxima eficiencia y rentabilidad en los procesos de producción digital textil. En 2016, Agfa Graphics realizó un calendario impreso de vanguardia para sus clientes VIP. La experiencia que vivieron en Bélgica para su producción fue la siguiente: Se tomaron fotos de 12 platillos internacionales sugeridos por personal de Agfa en todo el mundo. Se utilizaron los siguientes productos Agfa: Azura TS, Apogee workflow, Sublima y Cristal Raster, entre otros. Como datos curiosos: Se imprimieron 5,500 calendarios, hubo 2 días de fotografía para la producción, se usaron 9 tipos de papel, 10 litros de barniz y 2,750 metros de alambre; entérate de todos los detalles en YouTube: Agfa Graphics Calendar 2016 – The Making Of.
En 2016, Agfa Graphics realizó un calendario impreso de vanguardia para sus clientes VIP. La experiencia que vivieron en Bélgica para su producción fue la siguiente: Se tomaron fotos de 12 platillos internacionales sugeridos por personal de Agfa en todo el mundo. Se utilizaron los siguientes productos Agfa: Azura TS, Apogee workflow, Sublima y Cristal Raster, entre otros. Como datos curiosos: Se imprimieron 5,500 calendarios, hubo 2 días de fotografía para la producción, se usaron 9 tipos de papel, 10 litros de barniz y 2,750 metros de alambre; entérate de todos los detalles en YouTube: Agfa Graphics Calendar 2016 – The Making Of. El nuevo equipo que le permitirá maximizar sus ganancias ahorrando en tiempos de producción en sellado y vulcanizado de lonas. 100% calidad Suiza, manejabilidad, facilidad y versatilidad son las tres características que mejor definen a la nueva pistola de calor para sellado y vulcanizado de lonas TRIAC ST. Su mango de dos componentes ofrece al usuario un agarre perfecto, mientras que el reducido peso, de menos de 1 kg, proporciona un equilibrio óptimo. El innovador diseño de motor y turbina, así como la ya conocida resistencia del TRIAC AT, son otro valor añadido.
El nuevo equipo que le permitirá maximizar sus ganancias ahorrando en tiempos de producción en sellado y vulcanizado de lonas. 100% calidad Suiza, manejabilidad, facilidad y versatilidad son las tres características que mejor definen a la nueva pistola de calor para sellado y vulcanizado de lonas TRIAC ST. Su mango de dos componentes ofrece al usuario un agarre perfecto, mientras que el reducido peso, de menos de 1 kg, proporciona un equilibrio óptimo. El innovador diseño de motor y turbina, así como la ya conocida resistencia del TRIAC AT, son otro valor añadido. Roland DGA, introdujo la nueva VersaUV LEF-300 a su línea de impresoras planas de sobremesa UV-LED, el complemento perfecto para los modelos LEF-12 y LEF-20. El área de impresión de la LEF-300 se ha ampliado a 76.2 cm. de ancho por 33 cm. de largo, 50% más que la LEF-20. Con cuatro cabezales de impresión y dos lámparas UV-LED, la LEF-300 permite la impresión bidireccional aproximadamente 60% más rápida que la LEF-20. Las impresoras Roland VersaUV son reconocidas por su capacidad para imprimir gráficos ricos, vibrantes y detallados directamente sobre virtualmente cualquier sustrato, incluyendo objetos tridimensionales de hasta 10 cm. de grosor.
Roland DGA, introdujo la nueva VersaUV LEF-300 a su línea de impresoras planas de sobremesa UV-LED, el complemento perfecto para los modelos LEF-12 y LEF-20. El área de impresión de la LEF-300 se ha ampliado a 76.2 cm. de ancho por 33 cm. de largo, 50% más que la LEF-20. Con cuatro cabezales de impresión y dos lámparas UV-LED, la LEF-300 permite la impresión bidireccional aproximadamente 60% más rápida que la LEF-20. Las impresoras Roland VersaUV son reconocidas por su capacidad para imprimir gráficos ricos, vibrantes y detallados directamente sobre virtualmente cualquier sustrato, incluyendo objetos tridimensionales de hasta 10 cm. de grosor.  Xaar ha anunciado una nueva familia de cabezales de impresión piezoeléctricos para los fabricantes de impresoras (OEM) para aplicaciones de codificación y marcaje.
Xaar ha anunciado una nueva familia de cabezales de impresión piezoeléctricos para los fabricantes de impresoras (OEM) para aplicaciones de codificación y marcaje. ORAFOL Americas Inc. se complace en anunciar la firma de un acuerdo de varios años con Andretti Autosport, un equipo de Verizon IndyCar Series ganador del campeonato, propiedad de leyenda de las carreras Michael Andretti. ORAFOL Americas Inc., será el “Proveedor Oficial de Vinilo de Andretti Autosport,” con la relación que también se extiende a otras áreas del imperio de carreras Andretti.
ORAFOL Americas Inc. se complace en anunciar la firma de un acuerdo de varios años con Andretti Autosport, un equipo de Verizon IndyCar Series ganador del campeonato, propiedad de leyenda de las carreras Michael Andretti. ORAFOL Americas Inc., será el “Proveedor Oficial de Vinilo de Andretti Autosport,” con la relación que también se extiende a otras áreas del imperio de carreras Andretti. Xeikon, anunció en la pasada Labelexpo una nueva versión de VariLane, su software de imposición para el frontal digital (DFE) Xeikon X-800. VariLane 4.0 está totalmente integrada en el flujo de trabajo del X-800 4.0 y está especialmente diseñada para ofrecer mayor flexibilidad a los impresores de envases en la producción de etiquetas, proporcionándoles mayores oportunidades de beneficios.
Xeikon, anunció en la pasada Labelexpo una nueva versión de VariLane, su software de imposición para el frontal digital (DFE) Xeikon X-800. VariLane 4.0 está totalmente integrada en el flujo de trabajo del X-800 4.0 y está especialmente diseñada para ofrecer mayor flexibilidad a los impresores de envases en la producción de etiquetas, proporcionándoles mayores oportunidades de beneficios.


