Mercedes-Benz Trucks, está innovando en todos los sentidos ahora es el turno de las refacciones fabricadas con impresoras 3D. Hablamos de una pieza de metal totalmente válida, concretamente de una cubierta de termostato para camiones y modelos Unimog de la anterior generación, La pieza ha superado con éxito todas las etapas del estricto proceso de garantía de calidad de Mercedes-Benz y ahora está celebrando su lanzamiento al mercado.
Todo comenzó hace un año, cuando Daimler AG expandió el uso de los últimos procesos de impresión 3D para piezas de plástico. La impresión 3D de componentes plásticos de alta calidad se ha establecido con éxito como un método de producción adicional, y es particularmente adecuada para la producción de lotes más pequeños.
Dichas piezas metálicas sobresalen por su alta rigidez y su resistencia térmica, por lo que el proceso es particularmente adecuado para la producción de componentes sometidos a grandes esfuerzos mecánicos y térmicos.
Estos componentes metálicos se pueden producir con solo pulsar un botón, con cualquier geometría y en cualquier volumen.
A veces, cuando comenzamos a adentrarnos en este mundito de los que desean tomar mejores fotografías, nos agobiamos al ver la gran cantidad de equipos y complementos que utilizan los profesionales: tripiés, flashes, lámparas, cajas de luz, reflectores, difusores, paraguas, cicloramas, fondos, exposímetros, disparadores remotos, modificadores de luz y un largo etcétera de cosas que hacen temblar a nuestro bolsillo.
La buena noticia es que también puedes lograr grandes fotografías solamente con tu cámara y, si acaso, algún otro complemento profesional o improvisado. Bien dice el dicho que “menos es más”, y es importante saber trabajar con lo básico y sacar el mejor provecho de lo simple.
Por eso y aprovechando que otra vez están de moda los natural light photographers, hablaremos de cómo hacer retratos a partir de la luz natural.
Tu mayor aliada: una ventana
Si te paseas por la casa encontrarás que la luz que entra por las ventanas es distinta de acuerdo con su ubicación. Y ya sea un huequito en la pared o un ventanal gigante, puedes obtener grandes resultados si sabes leer e interpretar la luz que pasa por ahí para aprovecharla toda su dimensión.
Al principio, olvídate de los modificadores de luz (flashes, reflectores, paraguas, etc.), y simplemente juega con el contraste acercando y alejando a tu modelo de la ventana. Verás cómo puedes lograr reflejar cosas totalmente distintas.
La suavidad de la iluminación en tu fotografía será consecuencia de la relación de tamaños entre la fuente de luz y el modelo iluminado. Mientras más grande sea la ventana, la luz envolverá más al sujeto y por lo tanto el contraste será menor (la luz que se proyecte sobre él será menos dura).
Alto contraste
Si te gustan las fotos de alto contraste, haz que tu modelo se coloque muy cerca de la ventana y asegúrate de que la habitación sea muy amplia, para que las paredes (sobre todo si son blancas) no reflejen la luz de regreso hacia el sujeto.
Bajo contraste
Pero si lo que deseas es obtener el efecto contrario, obtendrás un bajo contraste si lo alejas de la ventana. De este modo disminuirá la intensidad de la luz que recibe el perfil que da hacia afuera. Deberás disminuir la velocidad, o mejor aún, abrir el diafragma, lo cual reducirá la profundidad de campo de la toma y te permitirá dirigir más la atención hacia el sujeto y no hacia los elementos que haya en el encuadre.
Luz frontal
Es el esquema de iluminación más sencillo: colócate de espaldas a la ventana y ubica al sujeto frente a la cámara (sin que le tapes la luz, ésta le debe llegar directamente). Así obtendrás una iluminación uniforme y no batallarás con el enfoque y la exposición.
Luz lateral
Coloca al sujeto al lado de la ventana para que se le ilumine directamente solo un lado de la cara, y tú colócate frente a él (es decir, pegado a la pared o a la ventana). Esto dará una mayor sensación de volumen en el rostro. También puedes colocarlo mirando de frente, pero tú siempre permanecerás de lado.
Este esquema resalta las texturas y da dimensión a las cosas. Expón a las partes más iluminadas o juega un poco con la medición puntual para lograr distintos efectos con las luces y las sombras.
Luz trasera
El sujeto quedará ubicado entre la fuente de luz y la cámara. El contraluz es un motivo difícil de dominar porque a veces no es fácil exponer correctamente y el enfoque automático no funciona como debería, lo que te obligará a hacerlo en modo manual. La exposición dependerá del efecto que desees lograr: despegar al sujeto del fondo, mostrar texturas, delinear el perfil con luz, mostrar solamente siluetas, traslucidez…
Utiliza la medición puntual en un lugar u otro, en función de lo que quieras. Olvídate de la medición matricial o evaluativa, y cuida mucho la composición. Finalmente, trata de contar una historia.
Ahora sí, prueba con un reflector
Si no tienes un reflector (o rebotador) profesional, no hay problema, ya que un reflector es cualquier objeto que te sirva para eso, reflejar la luz, y rellenar las sombras; también puede funcionar como una segunda luz cuando no tienes una lámpara o flash que te ayude a iluminar al sujeto del lado contrario y como fondo o para bloquear la acción de cualquier otra fuente de iluminación.
Existen rebotadores comerciales, pero también puedes improvisar con cosas como una placa de unicel (puede ser de 1 X 1 m) blanca o forrada de papel aluminio, una cartulina blanca, tela, el parasol de tu auto, una pared clara o, si lo que vas a fotografiar es un objeto pequeño, hasta un espejo o un tetrabrik abierto para usar la parte plateada como reflector.
Y si quieres tener más opciones, también venden reflectores 5 en 1 que te serán de mucha utilidad, y que de igual manera puedes emular si es necesario. Con ellos puedes lograr resultados como:
– Una iluminación más contrastada al usar la cara negra del lado opuesto de la ventana.
– Una transición más suave entre luces y sombras, si utilizas la cara blanca o plateada como segunda fuente de luz (al reflejar los rayos solares a ¾ del sujeto del lado opuesto de la ventana).
– Una fotografía en clave baja si situamos al sujeto junto a la ventana y ponemos entre él y la cámara (que estará junto a la ventana o la pared) la cara negra del reflector.
– Una fotografía en clave alta si utilizas la ventana como fondo y la cara plateada del reflector como fuente de luz opuesta a la ventana para rellenar la iluminación. Apertura grande, ISO 100 y velocidad lo más lenta posible (sin que salga movida).
Recuerda
• Apaga las luces de la habitación.
• Para lograr una ambientación más íntima y no “quemar” el rostro del modelo, usa la medición puntual y expón para las altas luces de su cara.
• La luz directa del sol da resultados más contrastados; este es un pretexto ideal para jugar con máscaras que creen patrones sobre tu modelo.
• Utiliza una gran apertura y velocidades rápidas para que tus fotos salgan más nítidas.
• Juega con el diafragma para obtener distintas profundidades de campo.
• Aprovecha las luces de la hora azul y la hora dorada.
• Juega con distintos rebotadores.
¡Manos a la obra!
El equipo fotográfico no hace al fotógrafo, y este artículo es muestra de ello. Si realmente deseas mejorar es necesario que aprendas a aprovechar todo lo que está a tu alcance para logar las mejores tomas, es importante si tienes cinco flashes profesionales o ninguno, la luz natural siempre será tu aliada si sabes leerla e interpretarla.
Ya sea por motivos de higiene, seguridad o protección, todo lo que consumimos está etiquetado, lo cual se traduce en una importante demanda de la impresión en la industria del embalaje.
Más allá de atender a mercados tan importantes como la publicidad, el diseño de interiores, la industria médica o automotriz, la impresión satisface también las necesidades de otros sectores comerciales como el embalaje y diseño de empaques, el cual ha tenido un importante crecimiento en los últimos años.
Y no es para menos.
Basta con mirar a nuestro alrededor para comprender el potencial de este nicho de mercado; todo lo que consumimos está etiquetado y empacado ya sea por normativas de higiene o salubridad, por protección del producto o simplemente por una cuestión de control de producción de las grandes empresas. Ante esta realidad vale la pena preguntarse cómo es que se diseñan e imprimen tantas etiquetas y empaques de forma tan eficaz.
La respuesta, por supuesto, depende de muchos factores, desde la calidad de los equipos que se utilizan, los insumos y los softwares con los que operan dichas máquinas. En el caso particular de las etiquetas, es notable cómo en años recientes se han vuelto más complejas en materia de diseño y seguridad, pues además de la información tradicional que las marcas brindan al consumidor, cada vez se incluyen sistemas de regulación más sofisticados como códigos de barras y códigos QR.
Más que herramientas reguladoras
Un código de barras tradicional se compone, como su nombre lo indica, de líneas y espacios de distintas medidas que representan cierta información para identificar objetos, lugares, productos de consumo, o personas; forman parte de nuestra vida diaria y podemos encontrarlos en todo tipo de tiendas e incluso en identificaciones personales. Aunque pocas veces les prestamos atención y podrían parecer todos iguales, no es así, cada industria tiene su propia simbología estandarizada.
Un código de barras es básicamente una representación gráfica resumida de toda la información destacada de un producto, como su fecha de fabricación, ubicación, fecha de caducidad si es el caso, así como el tipo de producto y el sector comercial al que pertenece. El uso adecuado de estos códigos contribuye a la eficiencia dentro y fuera de una empresa, mejora la productividad al reducir el margen de error en la captura de datos y permite a una empresa generar bases de datos más confiables y ordenadas.
Los códigos QR, por su parte, son un tipo de código de barras bidimensionales en los cuales la información está codificada dentro de un cuadrado, lo cual permite almacenar una gran cantidad de información alfanumérica. Son fácilmente identificables por su forma cuadrada y representan una manera sencilla de interactuar con un dispositivo móvil para realizar acciones como abrir un sitio web, enviar un email, realizar una llamada telefónica, guardar un evento en la agenda, ubicar una posición geográfica, entre muchas otras. Aunque originalmente este tipo de codificación surgió como un mecanismo regulador de la industria automotriz, como una forma de controlar la producción de autos japoneses y llevar un registro de números de serie y características de cada coche, hoy en día sirve a distintos fines de la publicidad, campañas de marketing, diseño gráfico, papelería corporativa y páginas web, ya que un código QR puede almacenar todo tipo de información y no necesariamente está relacionado con un control de producción. Algunos artistas y diseñadores, por ejemplo, colocan códigos QR en sus obras a manera de firma, los cuales, al ser escaneados por un smartphone, brindan al público información del artista o la serie que expone. Esta mecánica ha sido adoptada también por algunas compañías que incluyen códigos en su papelería corporativa para que empleados y clientes tengan acceso ya sea a un sitio web, documentos en línea, ubicaciones, etcétera. Es por estas cualidades que se ha considerado al código QR una especie de link gráfico e impreso que permite a empresas, organizaciones, colectivos, artistas y más generar mayor tráfico en sus páginas web.
Los códigos QR son leídos con softwares y aplicaciones específicos que los usuarios pueden llevar cómodamente en su smartphone o instalarlos en computadoras o tabletas electrónicas, cualquiera que sea la terminal lectora, ésta debe contar con cámara fotográfica. Entre los lectores más populares para descargar en dispositivos se encuentran Beetag Reader, I.nigma Reader y QuickMark Rader, útiles para IOS y Android y UpCode Reader y Kaywa Reader para Android.
La información que se incluye en estos códigos es importante para una empresa porque le permite almacenar la información de sus producciones y así rastrear productos o medir su comportamiento y fluidez en el mercado, de modo que pueden analizar la oferta y demanda del mismo.
Cómo generar códigos
Contrario a lo que pudiera pensarse, la generación de este tipo de codificaciones no es tan complicada, y de hecho en línea es fácil encontrar programas para hacerlos, sin embargo, en la mayoría de ellos la captura de los datos es manual, esto no representa un problema si el usuario está tratando de crear el código QR de un evento particular, pero la historia es distinta si se trata de una empresa de gran volumen tratando de poner un código en cientos de miles de etiquetas para sus productos. Los códigos QR pueden usarse con cualquier enfoque, no necesariamente comercial. Al ser más complejos que los códigos de barras, y como pueden almacenar más información, los QR en artículos son comúnmente usados en la industria automotriz, médica y farmacéutica, pero no son exclusivos, cualquier sector empresarial puede usar códigos QR y generarlos con el softwares de su preferencia.
Es ante esta demanda que surgen los más sofisticados softwares de codificación que generan automáticamente códigos de barra y QR sin temor a cometer errores, los cuales se integran a una etiqueta y posteriormente se imprimen.
Existen distintos softwares en el mercado que ofrecen esta función, los cuales permiten elaborar códigos QR y de barras tan complejos como el usuario lo desee, así como crear cualquier diseño de etiqueta que puede incluir el logotipo de la compañía, información de base de datos, así como imágenes decorativas y/o prediseñadas. La practicidad de estos sistemas radica en que generan los códigos importando bases de datos externas como archivos de Excel, archivos de texto, CSV, Windows mail, Outlook, Sendblaster, mySQL, Access, Oracle y más.
Es importante saber que existen diversos tipos de códigos y no todos los softwares pueden generarlos; los sistemas más sofisticados suelen incluir una mayor variedad de ellos mientras que los más austeros ofrecen los más populares. Entre los más comunes vale la pena mencionar los siguientes: Code 39, Code 93, Code 128, EAN 13, EAN 128, EAN 8, GS1 128, ITF 14, UPC-A, CODE 11, Interleaved 2 o 5, Industrial 2 o 5, Codbar, Datamatrix, PostNet, Planet y QR Code. La diferencia fundamental entre ellos es la complejidad de la información que encierran y cada uno suele ser recomendable para una industria específica como la alimentaria, la farmacéutica, la papelera o cualquier otra; pero normalmente se distinguen por el tamaño de las empresas, que suele determinar la cantidad y dificultad de la información.
LabelJoy, TFORMer Designer, Easy BarCode Label PRO, Zoner Barcode Studio, Plabel Win STD, son algunos de los software más populares para generar códigos e imprimir etiquetas, aunque existen muchas otras opciones en el mercado.
¿Por qué usar un software de codificación?
La mayoría de estos programas son fáciles de usar y permiten al usuario automatizar un proceso antes engorroso que además garantiza un margen de error nulo siempre que la información de las bases de datos usadas esté correcta y organizada. En el caso de LabelJoy, probablemente el softwares más popular para estos fines, las ventajas son numerosas y se distinguen las siguientes:
Adaptable a distintos equipos: el programa permite imprimir etiquetas con códigos QR o de barra en impresoras láser estándar, impresoras de inyección de tinta o etiquetas individuales en impresoras de rollo.
Personalización: el usuario tiene la opción de elegir entre las 6 mil 500 disposiciones pre cargadas de la información que se incluye en la etiqueta, o puede personalizarla de acuerdo a sus necesidades.
Actualización dinámica: las etiquetas vinculadas a las bases de datos pueden actualizarse fácilmente con un solo clic, de modo que la información siempre coincidirá entre el código y la base de datos.
Tan profesional como el usuario lo desee: la interfaz de este software es muy sencilla y en él se pueden crear desde etiquetas sencillas con códigos tradicionales, hasta hacer uso de todo el potencial de la interfaz para generar códigos mucho más complejos y etiquetas más sofisticadas.
Exportación a imagen: al igual que casi todos los softwares generadores de códigos en etiquetas, LabelJoy permite al usuario exportar hojas enteras con muchas etiquetas, etiquetas individuales de diversos tamaños o códigos en los formatos gráficos más comunes como jpg, png y pdf para mayor comodidad.
Interfaz WYSIWYG: se refiere a What You See Is What You Get (lo que ves es lo que obtienes), es decir, el usuario puede ver las etiquetas en su monitor exactamente como se verán a la hora de imprimirlas, de modo que puede hacer ajustes.
Aunque estos programas se diferencian unos de otros en las funciones que ofrecen, todos ellos tienen el mismo objetivo: generar codificaciones de forma sencilla y práctica, colocarlas en una etiqueta e imprimir. A la hora de elegir uno de ellos es importante tener en cuenta tres factores fundamentales: la compatibilidad con los equipos de impresión que tiene la empresa, el tipo de códigos que se desea imprimir, ya sea QR o de barras en sus múltiples versiones, y la posibilidad de personalización que ofrezca la interfaz.
Particularmente en el sector de la industria gráfica, para la generación de códigos de barras y QR y su impresión en etiquetas, los software más populares son TEFORMer, LabelJoy, TBarCode, ZebraDesigner, entre otros, todos ellos compatibles con un gran número de equipos de impresión de alta calidad de líneas como Durst y EFI.
La obsesión por ser diferente abarca todos los ámbitos, los autos no quedan fuera de esta moda y el wrapping se ha apoderado de ellos, sin embargo aun el vinil más avanzado requiere de protección lo mismo aplica para la rotulación publicitaria. La mejor forma de protegerla es por medio de un laminado.
¿Qué es un laminado?
Es un proceso mediante el cual se cubre la impresión con una capa transparente. Existen varios métodos para realizarlo pero en todos, el fin fundamental es el mismo: proteger lo impreso. Este proceso brinda protección no sólo contra vandalismo, rayones (intencionales o fortuitos) y agentes químicos sino que adicionalmente permite extender la vida útil de una impresión protegiéndola de las inclemencias del tiempo y más específicamente, de los rayos ultravioleta del sol. Utilizando el laminante adecuado, se puede extender el tiempo de vida de un rótulo es hasta de 8 años.
¿Cómo laminar?
El método de laminado más utilizado es el de vinil adhesivo transparente. Utilizando una laminadora en frío, se hace pasar la impresión y el vinil adhesivo transparente entre dos rodillos de goma, que al generar presión sobre el adhesivo transparente, hace que este se adhiera al sustrato impreso. Es de vital importancia utilizar un recubrimiento con las mismas características que el material a ser laminado. En otras palabras, si la impresión se realizó sobre un vinil fundido extra conformable y el laminante a utilizar no tiene esta misma especificación, las probabilidades de burbujas, encogimiento y problemas son muy altas.
El otro método utilizado es el del laminante líquido. Este funciona como una especie de barniz que cubre la impresión. Se puede aplicar mediante brocha o pistola, aunque el utilizar una laminadora líquida le garantiza un mejor acabado. Existen dos tipos de laminantes: base agua y base solvente. La decisión de cuál utilizar es muy sencilla: se debe usar la base opuesta a la base de las tintas utilizadas. En otras palabras, si su impresora utiliza tintas a base agua, el laminante líquido debe ser a base solvente y viceversa.
Proceso
Las laminadoras tienen un juego de rodillos de presión ajustable y ejes que se enrollan y desenrollan (que es donde se coloca la película para laminar), un panel de control, así como un mecanismo de ajuste de presión y velocidad. Algunos equipos cuentan con un rebobinador superior e inferior de liner, material que cubre el adhesivo de la película para laminar y que conforme realiza el laminado el liner se va desprendiendo. Los equipos que se comercializan en México se importan de países como Estados Unidos, Korea, China, Inglaterra o Brasil.
De manera tradicional, sólo existía el laminado en frío y térmico en equipos por separado. En la actualidad, las laminadoras ya vienen equipadas hasta con tres funciones principales: en frío, térmico y para materiales rígidos.
Las diferencias entre un equipo de laminado en frío frente a uno que utiliza calor, radican en que el de proceso térmico cuenta con resistencias y puede laminar tanto con frío como con calor.
Las agencias de publicidad o de diseño que utilizan plotters para anuncios exteriores son las que adquieren en mayor proporción los equipos para laminado en frío. Le siguen los burós de fotografía digital y departamentos de pre-prensa.
En los laminados en frío, es posible aplicar una temperatura controlada de 15º C, lo cual mejora la adhesividad de la película sobre el sustrato. El operador deberá saber determinar si el sustrato lleva un laminado a una cara o un encapsulado, así como el tipo de película que deberá colocarse sobre él.
Una buena laminadora debe permitir una presión uniforme en toda la línea del rodillo. Existen laminadoras que utilizan presión hidráulica y se tienen que calibrar de ambos lados para lograr una presión horizontal. También depende de las condiciones del rodillo. El formato de la laminadora debe coincidir con el tamaño de los formatos con que se fabrican los materiales a laminar, de esta forma la merma será mínima.
¿Cuándo laminar?
El error más común en el laminado, es tomar el material inmediatamente después de haberlo impreso y cubrirlo con un laminante. ¿Qué problema genera esto? Las tintas, especialmente las de base solvente y eco solvente, necesitan de un lapso de 24 a 48 horas para que los vapores que se emanan puedan salir. A este proceso se le conoce como “dejar respirar una impresión”. Entonces, si la impresión se encuentra cubierta con un laminado, estos vapores no podrán respirar, haciendo que aparezcan burbujas en el recubrimiento o que se encoja la impresión. Es muy importante dejar que la impresión respire antes de laminarla. Otro error es dejar la impresión enrollada por 24 horas y creer que esta ya respiró. Si el rollo está lo suficientemente apretado, el efecto será el mismo. La impresión debe respirar mientras se encuentra extendida sobre una superficie plana.
Limpieza primordial.
Estos equipos requieren estar libre de estáticas y polvo, para evitar que los materiales a laminar se contaminen. Uno de los consejos más comunes es evitar el uso de alfombras o tapetes en el área de trabajo, estos suelen generar electricidad estática que atraerá el polvo hacia el material al laminar con lo que el trabajo corre peligro de perderse, También se debe evitar la presencia de desperdicios en los rodillos para que no haya imperfecciones en la superficie al colocar los sustratos a ser laminados. La limpieza también aplica para el material que será laminado, eliminando de éste cualquier partícula que afecte el trabajo final.
Consejos para laminar
Para garantizar que el laminado de un sustrato llegue a buen fin, es necesario:
No interrumpir el proceso, el trabajo se debe realizar sin detener en ningún momento la máquina, ya sea porque se esté laminando fuera de la imagen o encontró alguna imperfección en la película laminadora.
Evitar burbujas. Al montar la película debe checar que el rollo no genere burbujas con el rodillo de la laminadora, esto se logra mediante la calibración adecuada de la presión y velocidad.
Laminar en tramos de dos o tres metros, de esta forma si la película no se colocó de manera adecuada se pueden hacer ajustes.
Algunas opciones de laminados ofrecidos por Vinilos y Gráficos
Sobre-laminado Automotriz Automark 231
Es un sobre-laminado de PVC transparente brillante ultra delgado (ideal para adaptarse a superficies irregulares) para protección contra UV/Intemperie (hasta por 7 años el Anti UV 400 y 1 año el Anti UV 100). Proporciona a los gráficos impresos planos resistencia a la degradación causada por los rayos ultra violeta, cuenta con un adhesivo acrílico permanente sensible a la presión y un liner liso de polyester.
Es Ideal para proteger gráficos impresos para vehículos contra rayos UV y las inclemencias de la intemperie como abrasión, humedad que decoloran la imagen y deterioran el material. Además es recomendable en la parte de la instalación ya que será para superficies muy irregulares, curvaturas pronunciadas y que serán moldeados a base de calor. El proceso de laminación debe ser en frío sin añadir calor después.
Sobre- laminado Automark Ultra Grueso 238
Vinil calandrado flexible transparente de 12.0 mils. ultra grueso de excelente claridad y durabilidad para máxima protección del gráfico contra raspones, golpes, etc. Consta con protección UV básica, por lo que su principal característica es la protección física del gráfico. Ancho de 1.37 mts, durabilidad hasta de 5 años, cuenta con un adhesivo de altísimo Tack permanente.
Aplicaciones. Ideal para proteger gráficos que estarán expuestos a mucho impacto, raspones y riesgo de rasgados como calcomanías en vehículos y motos de carreras, gráficos accesibles a pequeños niños, espectaculares cercanos al tráfico masivo peatonal, etc.
Sobre-laminado AntiUV 400 y AntiUV 100
PVC transparente brillante para protección contra UV/Intemperie (hasta por 4 años el Anti UV 400 y 1 año el Anti UV 100). Proporciona a los gráficos impresos planos resistencia a la degradación causada por los rayos ultra violeta, cuenta con un adhesivo acrílico permanente sensible a la presión y un liner liso.
Aplicaciones, Ideal para proteger todo tipo de gráficos impresos planos que estén expuestos al exterior y requieran un recubrimiento que impida los daños creados por los rayos UV y las inclemencias de la intemperie. Puede proteger hasta por 4 años, en el caso del sobre-laminado anti UV 400 y por 1 año en el anti UV 100. Esta película de PVC protege a los gráficos de la abrasión, la humedad y la radiación ultra violeta, evita también que se decolore rápidamente la tinta impresa. El proceso de laminación debe ser en frío sin añadir calor.
3M ofrece la serie Scotchcal de laminados Brillantes
Altamente Brillante
3MTM ScotchcalTM High Gloss Overlaminate 639
3MTM ScotchcalTM High Gloss Overlaminate Film 3648
3MTM ScotchcalTM High Gloss Graffiti-Resistant Overlaminate 8912
Brillante
3MTM ScotchcalTM Gloss Overlaminate 3640GPS
3MTM ScotchcalTM Gloss Overlaminate 8518
3MTM ScotchcalTM Gloss Overlaminate 8580
3MTM Scotchcalt Optically Clear Overlaminate 8914
Semi- Brillante
3MTM ScotchcalTM Luster Overlaminate 3619
3MTM ScotchcalTM Luster Overlaminate 3645
3MTM ScotchcalTM Luster Overlaminate 8509
3MTM ScotchcalTM Luster Overlaminate 8519
3MTM Scotchcalt Luster Overlaminate 8524
3MTM ScotchcalTM Luster Overlaminate 8908
Mate y Ultra-Mate
3MTM ScotchcalTM Matte Overlaminate 3620
3MTM ScotchcalTM Matte Overlaminate 3642GPS
3MTM ScotchcalTM Matte Overlaminate 3647
3MTM ScotchcalTM Matte Overlaminate 8520
Estas protecciones están aprobadas para vinilos o substratos con o sin impresión digital. Algunos de ellos también pueden ser utilizados para cubrir viniles o substratos impresos mediante serigrafía.
Hexis cuenta con sus productos
PL300CG2. Film constituido de un LATEX transparente, de 30 micras, recubierto de un adhesivo acrílico sensible a la presión. Acabado brillante, para plastificación en frío del film LATEX HXL300WG2.
PC500G2
Láminas protectoras libres de PVC, constituido de un poliuretano transparente con tratamiento anti-UV, de 50 micras y recubierto por un adhesivo acrílico sensible a la presión. Concebido para la laminación en frío de los films de impresión digital HEXIS. Pensado para proteger sus grafismos impresos y al mismo tiempo aportar una resistencia extra al desgaste por abrasión mecánica en comparación con las láminas protectoras convencionales de PVC. Proporciona un acabado brillante.
Arlon ofrece la películas:
AR-S3510G-54 Película laminada Brillante Permanente Calandrado con garantía de 3 años 3.2mm 54in. Es una película de 3,2 mil (80 micras) con un adhesivo sensible a la presión transparente y permanente. Diseñado para proteger la imagen impresa, la serie 3510 está disponible en un acabado brillante.
AR-S3420G-54 Película laminada Brillante Permanente Calandrada, 5 años de garantía 3.0mm 54” de ancho. Está construido de una película de vinilo calandrada con un adhesivo sensible a la presión transparente y permanente. Diseñado para proteger y prolongar la vida útil de las imágenes impresas, la serie 3420 está hecha de caras poliméricas y está disponible en acabados brillantes, satinados y mate.
AR-S3220S-54, es una película protectora de calidad premium disponible en múltiples acabados para ayudar a personalizar sus gráficos. Diseñado para proteger y prolongar la vida útil de las imágenes impresas. La serie 3220 se puede utilizar tanto en la señalización diaria como en las aplicaciones especiales. Permite la personalización de los gráficos eligiendo entre acabados, brillante, satín y mate. Independientemente del acabado, la serie 3220 ofrece el mismo rendimiento y durabilidad de 7 años.
Básicamente existen dos grandes opciones para la señalización de albercas olímpicas: la pintura y una amplia variedad de vinilos plásticos que pueden usarse tanto dentro como fuera de las albercas.
De los muchos mercados que atiende la industria gráfica, sin duda la señalización es uno de los más complejos e interesantes; pues debe sujetarse a distintas normas de seguridad y calidad que pueden llegar a ser muy exigentes, al tiempo que llama la atención y permite proponer diseños vanguardistas.
Es bien sabido que la principal característica de los señalamientos, cualquiera que sea su aplicación, es la durabilidad. Por lo general los letreros e indicaciones están expuestos a muchos agentes de desgaste como agua, polvo y luz solar, de modo que los fabricantes de sustratos han centrado su atención en el desarrollo de materiales resistentes y atractivos. Cada vez es más amplia la cartera de los mismos y por eso la señalización ya no se trata solamente de prevención de accidentes y seguridad, sino de diseño.
Este es el caso de la señalización para albercas, donde la resistencia de los materiales cobra otro sentido, pues no es suficiente con que los materiales soporten agua en su superficie impresa, sino que deben ser capaces de estar todo el tiempo bajo el agua sin perder su calidad ni la viveza de los colores.
Albercas de alto rendimiento
La alberca olímpica surgió en Gran Bretaña a finales del siglo XVIII y fue la National Swimming Society, fundada en Londres en 1837 la primera fundación en organizar una competencia de nado. Desde entonces, las albercas han evolucionado mucho tecnológicamente hablando y se conforma de las siguientes partes fundamentales: poyote o banqueta de salida, que suele tener una altura entre los 0.5 y los 0.75 metros por encima de la superficie del agua, se construye con material antideslizante y su ángulo de inclinación no puede exceder los 10 grados; señalización de carriles, que se da mediante bandas de color con longitud de 0.48 metros y un ancho de 0.30 metros; cuerda de salida falsa, que bordea la alberca y se encuentra a 15 metros de la salida a una altura de 1.20 metros; el carril que mide 2.5 metros; y los banderines, ubicados a cada extremo de la piscina a 1.80 metros de altura para indicar los virajes de espalda.
Por lo general las albercas olímpicas están divididas en 8 carriles de 2 metros y medio de ancho para evitar las molestias ocasionadas por el oleaje de los nadadores de carriles centrales. Con 21 metros de ancho y 50 de largo, las piscinas tienen una profundidad aproximada de 1.80 metros y la temperatura del agua debe estar por encima de los 24ºC cuando se trata de competencias.
Además de garantizar la seguridad durante una competencia de natación, la señalización de las albercas olímpicas tiene la función de garantizar resultados justos y favorecen la visibilidad de los jurados, el público y los competidores.
Características de los señalamientos
La señalización acuática constituye una rama muy amplia y en el caso particular de las albercas olímpicas, está sujeta a normas muy precisas que garantizan la seguridad de los usuarios. Según las regulaciones generales, los señalamientos deben cumplir las siguientes características:
Colores llamativos: como en cualquier tipo de señalética, los colores son muy importantes a la hora de diseñar indicaciones para albercas. Éstos deben ser llamativos pero se recomienda que no sean demasiado brillantes, pues podrían generar efectos visuales molestos tanto para los espectadores como para los competidores.
Por lo general, las albercas olímpicas cuentan con cuatro tipos de señalización: las marcas en el piso indican a los competidores los límites entre cada carril, mientras que las boyas flotantes cumplen la misma función con los espectadores y jurados. Además, en los bordes de las albercas suele indicarse la profundidad de la misma y, en algunos casos, la temperatura del agua. Por último, las banderas sirven para dar indicaciones más precisas. Ya que las albercas tienen fondo azul claro para mayor visibilidad, son populares las señales en azul marino, rojo, amarillo y/o blanco.
Antiderrapante: por cuestiones de seguridad, todos los señalamientos deben tener cualidades de relieve y superficies antiderrapantes, pues los sustratos plastificados comunes se vuelven resbalosos al contacto con el agua. Incluso aquellos que se adhieren al fondo de las albercas deben tener cierta textura porosa.
Resistencia: los señalamientos no solamente deben ser capaces de soportar el agua, sino el cloro y todos los desinfectantes que comúnmente se usan en las albercas olímpicas; éstos podrían dañar tanto el color del material, como la adherencia del mismo, por lo que los materiales usados con este fin se someten a muchas pruebas de durabilidad.
Variedad de materiales
Básicamente existen dos grandes opciones para la señalización de albercas olímpicas: la pintura y una amplia variedad de vinilos plásticos.
La pintura para alberca es un recubrimiento desarrollado a partir de hule clorado, plastificante y pigmentos de color de alta resistencia. Por estas cualidades, la pintura forma una película de alta impermeabilidad, de modo que ni el agua ni los productos químicos que se usan en su purificación pueden penetrarla o gastarla.
La pintura puede lavarse repetidamente sin perder su color o brillo, y se aplica de forma tradicional con brocha o aspersión convencional. Antes de pintar una superficie, ésta debe cumplir las siguientes condiciones:
En albercas nuevas hechas de concreto es necesario dejar secar el material por lo menos tres meses antes de pintarla, pues el concreto fresco produce álcalis (polvo suelto muy fino), que fácilmente podría mezclarse con la pintura y afectar su acabado y adherencia. Una vez que la alberca esté perfectamente seca es necesario neutralizar la alcalinidad lavando la superficie con una solución de ácido muriático al 10 por ciento (nueve partes de agua por una de ácido). Para evitar todo residuo de ácido, es necesario enjuagar la alberca con agua a alta presión y dejarla reposar de tres a cuatro días. En algunos casos puede generarse nuevamente polvo alcalino, si es así, deberá repetirse todo el proceso. Finalmente, antes de pintar es recomendable realizar una prueba para garantizar la adherencia de la pintura.
En las superficies que han sido pintadas previamente, es necesario remover perfectamente las partes sueltas o flojas de pintura en los muros y/o piso de la alberca, luego resanarlas y posteriormente pintar.
En el mercado se ofertan distintas marcas de pintura para albercas como Berel, Sherwin-Williams, Sayer, Comex, Nervion, entre otras. Antes de elegir una es recomendable verificar su durabilidad y resistencia a la formación de algas, hongos y moho.
Los vinilos adheribles se han hecho muy populares en los últimos años por su practicidad tanto de aplicación como de desmontaje, pues esto hace posible personalizar las albercas de acuerdo a la temporada o con los colores de cierto evento deportivo. Además de utilizarse en la marcación de límites y señales de precaución, los revestimientos de vinilo pueden usarse para cubrir por completo una alberca, sustituyendo el montaje de azulejos o pintura. Conocido como vinilo liner, está compuesto de hojas de policloruro de vinilo flexible reforzadas con una malla de poliéster. El resultado es una membrana de 1,5 milímetros de espesor, de gran solidez y flexibilidad que le permite adaptarse a cualquier diseño de alberca. Gracias a su composición como si de un tejido se tratara, este tipo de vinilo garantiza la estanqueidad del agua, reduciendo la necesidad de mantenimiento para corregir fugas.
Este tipo de vinil puede imprimirse con diversas texturas y resulta más económico y rápido que el montaje de azulejo, por lo que se ha popularizado tanto en albercas privadas como olímpicas. Ya sea que la alberca esté pintada, recubierta de azulejos o con un revestimiento de vinil, la señalización con láminas de vinil es la más popular en el mercado actual.
Contrario a lo que pudiera pensarse, la aplicación de láminas vinílicas es más sencilla de lo que parece, ya que aprovecha la presión del agua para mantenerse adherida al fondo de la alberca. En algunos casos ni siquiera es necesario vaciar la piscina, pues el pegamento se activa con el agua y se necesitaría gran fuerza para moverlo de su posición original.
En el caso de los vinilos con adhesivo tradicional que no se activa con el agua, lo más recomendable es aplicarlo sobre una superficie perfectamente limpia y seca, ejerciendo presión sobre el plástico y dejando secar durante unos días antes de llenar de agua la alberca.
También es muy popular la membrana de PVC (policloruro de vinilo plastificado), un material muy usado por su gran maleabilidad y resistencia al desgarro y la decoloración por los rayos uv, así como su amplia gama de colores disponibles.
Si se aplica siguiendo las instrucciones y se le da el mantenimiento adecuado, la señalización con vinil puede llegar a durar hasta diez años en perfectas condiciones sin mermar la calidad de la impresión o adherencia. Una gran cantidad de marcas en el mercado como Finn, Landy, Wayman, Vigor, Renolit, entre otras, ofrecen membranas de distintos grosores y otras cualidades para adaptarse a proyectos específicos.
Aunque el fin primero de la señalización en albercas es la seguridad de los usuarios, los materiales que se ofertan en el mercado actual también proporcionan cualidades de diseño e incluso de responsabilidad ambiental que pueden ser un plus a la hora de elegir el material más adecuado; lo más recomendable es evaluar su capacidad de adherencia, resistencia a químicos de limpieza y la nula formación de hongos o algas.
Fuera del agua
Al exterior de la alberca también existen señalamientos muy importantes para la seguridad y el mayor disfrute de una competencia de natación, entre ellos se desatacan los siguientes:
Banderines: se trata de banderines de vinil en forma triangular que generalmente miden alrededor de 16×27 centímetros y sirven para señalizar la aproximación de las líneas de salida y llegada durante competencias de nado de espalda, durante las cuales los competidores no tienen la mejor visibilidad.
Están fabricados con doble vinil sellado con orifico para colgar y son fácilmente imprimibles por ambas caras con varias tintas. Estos banderines se colocan en cuerdas atadas a dos postes de acero a 1.80 metros de altura y no necesitan anclajes.
Podium de salida: por lo general están hechos con superficies de aluminio de alta resistencia y suelen brandearse para competencias y eventos especiales. La numeración de cada panel y otra información suele imprimirse en vinil de alta resistencia autoadherible que soporta el contacto con el agua.
Torres de saltos: cuando se trata de albercas equipadas para competencias de clavados, las torres de saltos también se brandean con impresiones en vinilo, aunque la mayoría de las indicaciones se pintan con pintura especial. En cualquiera de los casos es muy importante el aislamiento de hongos y bacterias, así como un acabado antiderrapante.
Para estas aplicaciones lo más común es usar vinilo autoadherible que sea capaz de pegarse tanto a superficies sólidas como paneles de aluminio, y porosas como muros de cemento. Sabic Polymershapes ofrece un material muy popular y recomendable para estos fines conocido como Hi-Traffic, disponible en hojas y rollos de mayor tamaño con distintos acabados como Coin, Ceramic Tile, Diamond Tread, Levant, Rib, Wood Grain entre otros. Este material específico se imprime por la parte posterior con tintas UV en espejo.
También suelen usarse distintos tipos de acrílico resistente a la abrasión, se trata de láminas acrílicas fabricadas con un revestimiento por ambos lados que es muy duradero. Es muy popular en espacios deportivos por su resistencia a arañazos, humedad, luz solar y productos químicos de limpieza abrasivos. Tiene una excelente calidad óptica y es muy ligero, por lo que es recomendable para sustituir vidrio. Marcas como Sabic Polymershapes, Wee Tect, Plaskolite, entre otras, ofrecen este tipo de materiales.
Debido a las normas de limpieza que rigen el mantenimiento de una alberca olímpica, la elección de los materiales usados es de vital importancia, pues no basta con que tengan una apariencia atractiva, sino que deben ser durables y amables con el contacto humano.
Mucha gente ve en la serigrafía una manera rápida de hacer dinero, muchos no dedicarán más de un trabajo o dos a ello, por otro lado si las cosas salen bien, montar un pequeño taller de serigrafía puede ser el inicio de un negocio que nos permita vivir de ello, Charlie Taublieb nos ofrece una guía de los equipos básicos a comprar para montar un taller pequeño.
Una de las fuentes de trabajo inmediata de cientos de jóvenes iniciados en las artes gráficas es la serigrafía, esta premisa tiene sentido si consideramos que es una técnica que tiene más de 3000 años de antigüedad. Se estima que las impresiones más antiguas hechas con una versión primitiva de la serigrafía se hicieron en las islas Fidji, en el año 3,000 antes de cristo usando hojas de plátano que eran agujeradas para hacer pasar la tinta. De esa época también datan documentos chinos elaborados gracias a plantillas hechás con cabellos de mujer laqueados y tensados en un marco. Además, los japoneses fueron pioneros de la utilización de cinco colores en la impresión serigráfica.
Los egipcios también usaron algo parecido a la serigrafía para la decoración de murales y diseños de interiores. La técnica “moderna” por así decirlo inicia en el siglo 20, cuando la técnica fue popularizada y bautizada en inglés como ‘Silkscreen printing’ (impresión sobre seda) por el artista plástico estadounidense Anthony Velonis. En español el nombre ‘Serigrafía’ proviene del latín ‘Sericum’ (seda) y ‘graphe’ (escribir).
Gracias a los experimentos realizados por Velonis y a los cambios que se dan en Estados Unidos se da paso a lo que se conoce como la serigrafía industrial, En 1914 el artista norteamericano John Pilsword desarrolló un método para la impresión combinada de colores, cuya técnica fue posteriormente utilizada en la rama de la publicidad gráfica.
Es en Inglaterra donde se crea el primer taller utilizando este método con fines comerciales: la Selecta de Londres (1924). Hacia 1935 se crean en Nueva York las oficinas del Proyecto Federal del Arte, en el que se realizan impresiones de afiches publicitarios, carteles ligados al servicio municipal y portadas de libros.
En 1948 la técnica se había masificado, por lo que la serigrafía se desarrolló en áreas del arte y la publicidad, siendo de vital influencia en el desarrollo de artistas de vanguardia como Roy Lichteinstein y Andy Warhol.
La serigrafía también ha sido utilizada para fines especiales, como la marcación de material bélico durante la segunda guerra mundial.
En la actualidad el estilo ha evolucionado, hasta conseguir una mayor calidad de impresión en gran variedad de aplicaciones (estampado de tejidos, decoración de objetos, impresión calcográfica, rotulación de materiales).
Su versatilidad al uso es una de las razones para entender la multiplicidad de variantes que se pueden encontrar en el estilo serigráfico.
Este sistema, por sus especiales características, permite imprimir sobre cualquier soporte: blanco, transparente o de color, grueso o fino, áspero, rugoso o suave, de forma regular o irregular, mate, semimate o brillante, pequeño o grande, de forma plana o cilíndrica, y se pueden emplear todo tipo de tintas, previamente formuladas de acuerdo con los materiales en los que se va a imprimir, con diferentes gruesos de capa por depósito de tinta, calidades opacas, transparentes, mates, semimates, brillantes, fluorescentes, reflectantes, barnices y lacas, vinílicas, acrílicas, gliceroftálicas, catalépticas o de los componentes, al agua, etc. Se aplica sobre cualquier tipo de material: papel, cartulina, cartón, cuero, corcho, metal, madera, plástico, cristal, telas orgánicas o sintéticas, fieltro, cerámica, etc., y sin ninguna limitación en el número de colores planos o tramados, pudiendo hacerse la impresión manual o por medio de máquinas.
¿Cuáles son estas máquinas?, siempre hay que iniciar por algo y si deseamos empezar un negocio necesitamos algunos aditamentos básicos para lograr el éxito.
Pulpos
En lo primero que tenemos que pensar es en la máquina o pulpo manual, estos equipos son muy comunes y se pueden conseguir con sistemas de uno hasta 14 colores. Para alguien que quiere iniciar una máquina de 6 colores con 4 estaciones se puede considerar perfecta. La razón de esto es que un pulpo con más de 6 colores es más difícil imprimir y toma mucho más tiempo, además de que el retorno de inversión es menor, equipos de más colores se usan normalmente para crear muestras que pueden pasar después a una máquina automática o para producir tu mismo una línea completa.
Si eres un impresor o estampas, la mayoría de los trabajos que te van a llegar van a ser de uno a tres colores, tener un equipo de 6 colores te da la oportunidad de trabajar con un segundo proyecto sin tener que desmontar el otro. Una de las cosas que debes de contemplar es que estos equipos tengan micro-registro, sean muy estables y sólidas.
Los equipos automáticos normalmente tienen más de 6 colores y en el mercado se pueden encontrar equipos que llegan a los 56 colores, en general los más comunes son de 10 colores con 12 estaciones ya que necesitas hacer flashing o flocking.
Un horno de secado
Una vez que colocas la tinta tienes que secarla, un pequeño horno de secado manual puede bien cubrir las necesidades de alguien que apenas empieza con niveles de producción de entre 80 a 120 piezas por hora, este no necesita ser largo para ser eficiente. Estos equipos pueden lograr una temperatura de 160°C que serán suficientes para curar un trabajo realizado con tintas plastisoles en tan solo unos segundos, si lo que se desea es trabajar con tintas base agua se requerirá en cambio un poco más de tiempo, esto dependerá de la marca y de la cantidad de tinta utilizada. Aunque hay químicos que se pueden añadir a la tinta para hacerlas secar más rápidamente.
En el mercado se pueden conseguir hornos eléctricos Infrarrojos, de Quarzo y a gas para talleres más grandes, mientras los infrarrojos y de cuarzo pueden ir de las 24 pulgadas a las 60” de ancho, los de gas llegan hasta las 72 pulgadas y pueden hacer entre 1000 y 2000 playeras por hora dependiendo el largo.
Lo siguiente a considerar son las unidades de revelado
Estos equipos son mesas que contienen una fuente de luz para el revelado de los marcos, cuentan con una cámara de vacío que presiona el marco hacia el negativo para lograr mayor precisión, las más básicas son las más comunes, en su mayoría están fabricadas de luces fluorescentes pero pueden ser muy económicas, pueden costar 500 usd pero son muy lentas, puede tomar desde 6 hasta 15 minutos revelar un marco en una de estas unidades, si se esta comenzando y el taller es pequeño esto puede no ser un problema. Los más precisos eran los fabricados con lámparas de metal de Alluro, son muy rápidos y muy precisos su desventaja es que cada foco puede costar de 350 a 600 Usd o más y cada uno tiene una vida de 100 horas totales de trabajo. Cuando los estas usando por intervalos de uno a dos minutos, 100 horas se pueden pasar muy rápido.
Lo más nuevo son los fabricados en base a luces de LED, son más pequeños, tienen una vida útil de 50 mil horas a 100 mil horas y solo se conectan a la luz, no requieren ninguna instalación especial. Una gran ventaja es que esta durabilidad permite que una vez que has hecho las fórmulas para revelar tu trabajo no lo tendrás que re-ajustar en mucho tiempo. Son muy económicas, su precio puede ir de los 2 mil dólares hasta los 8 mil dólares, las más grandes.
Unidades de Pre-secado
Estas son unas bases que cuentan con una cabeza tipo techo que pre-seca la tinta por medio de calor generado por resistencia, una unidad infrarroja o aire caliente. Esto es necesario por que en trabajos dónde apliquemos dos o más tintas en ocasiones es necesario pre-secar la primera capa antes de aplicar la segunda.
Lo más importante con estas unidades es que la cabeza de calor este totalmente paralela al marco, ya que comúnmente empiezan a vencerse o doblarse y entonces tienes partes que quedarán sin secarse adecuadamente mientras que en otro lado la tinta estará semi-curada.
Comúnmente la cabeza gira lo que permite ir secando cada color después de aplicarse. También puede adaptarse para que en el pulpo la unidad caliente una tinta mientras estas aplicando la segunda, algunos pulpos automáticos pueden tener una unidad de pre-secado automática que hace entrar la base de impresión. Estos equipos pueden costar desde los 400 USD, hasta los 3 mil dólares los automáticos.
Los marcos
Se recomienda siempre comprar marcos de aluminio o metal sobre los de madera, estos últimos no tienen estabilidad, tienden a deformarse y perder tensión de forma irregular, lo que ocasionará defectos en la impresión, además de hacer imposible la repetibilidad de un trabajo a otro, ya que la tensión cambia. Algunos de los marcos de metal además cuentan con la ventaja de poderse re-tensar lo que permite trabajar con la misma tensión en tus trabajos, registrando estos parámetros puedes lograr la misma calidad siempre y por consiguiente la repetibilidad. Los marcos metálicos retensionables son más costosos que los de madera pero a la larga la inversión valdrá la pena.
El mínimo de marcos que debe tener un taller pequeño es de 3 o 4 para usarse en 3 días de trabajo, si la cantidad de trabajo es más grande esta cantidad se eleva proporcionalmente para un taller que tenga 10 trabajos al día debe tener mínimo 30 marcos. Una de las cosas más importantes es secar las pantallas de la forma correcta, es muy común que sean secadas con aire, esto es un error ya que el aire arroja basura a los marcos que puede dar al traste con un trabajo muy fino, lo ideal es comprar un gabinete de secado que elimine la humedad de los marcos por medio de calor. Estos gabinetes pueden secar hasta 10 marcos a la vez por medio de calor.
Por último y tal vez lo más importante es la hoja de orden de pedido de trabajo, en México se acostumbra a hacer todo en acuerdos verbales y usando la memoria, pero una hoja de pedido que nos permita anotar todos los datos posibles de cada trabajo como el tipo de tinta, los marcos utilizados, el número de hilos, la emulsión, la tensión, los tiempos de curado y emulsionado, etcétera, nos puede ayudar muchísimo para lograr la repetibilidad si es necesario hacer una tirada extra, o por otro lado tener un control de cuáles son los tiempos y procedimientos correctos cuando un trabajo salió de maravilla.
Inflación y devaluación son dos palabras que los ciudadanos tememos. Las dos van siempre relacionadas con la inestabilidad económica del país y por lo tanto con el peligro que se vean afectados nuestros ingresos o nuestro poder adquisitivo.
Esta relación es tan fuerte que nos ponemos en modo defensivo y evitamos gastos por la incertidumbre del futuro. En una economía como la mexicana, donde su motor es el gasto de los ciudadanos, estas dos palabras frenan el crecimiento afectando los ingresos de todos.
Analizando las tendencias recientes, recordamos cuando hubo la especulación del peso debido a las elecciones en Estados Unidos y el triunfo del candidato Donald Trump. Especulación generada por la promesa de cancelar el tratado de libre comercio, la creación y pago del muro fronterizo y la deportación de miles de trabajadores mexicanos ilegales, situación que afectaría mucho a México que actualmente tiene una balanza comercial de gran superávit con Estados Unidos.
Las más afectadas serían las empresas que fabrican productos para exportarse a Estados Unidos, principalmente autos. El peso en poco tiempo se devaluó hasta un 12%. Muchos Mexicanos sacaban su dinero del país debido a esta especulación tratando de refugiarse en la moneda americana para no perder su poder adquisitivo. Recordamos que el banco de México tuvo que ofertar grandes cantidades de dólares para evitar una devaluación mayor del peso.
La principal inquietud se debió a la incertidumbre de que México perdería muchos empleos, porque las empresas Americanas dejarían de producir en México para exportar a Estados Unidos.
Pero a los ciudadanos les faltó analizar esto más detalladamente. Las empresas no se van a ir solo porque se imponga un arancel a esos productos hechos en México. Analicemos porque, supongamos que imponemos un arancel del 15% como se planeaba en ese momento, pero tenemos una devaluación del peso del 20%. ¿Qué pasaría realmente? Pongamos un ejemplo.
Producir un Ford Fiesta en México tiene un costo unitario de $160,000 pesos aproximadamente ya en producto final. Esto representaba aproximadamente el equivalente a 8,000 dólares. Si el peso se devalúa un 20%, el costo de producir el auto en México sigue siendo $160,000 pesos pero Ford Motor Co. en Estados Unidos ya no lo compra en 8,000 dólares. Ahora lo compra en 6,400 que es mas económico que antes. Ahora para exportarlo al país del norte, pues tiene que pagar un arancel al gobierno del Americano equivalente a $950 arrojando un precio final de $7,350 dólares. Como podemos ver resulta inclusive más económico y por esta razón Ford no dejaría de producir en México.
Lo único que está pasando es que el gobierno Americano adicionaría un ingreso en su captación de impuestos. Ese ingreso extra, le puedo asegurar no se usaría para generar mas empleos en Estados Unidos. Solo analice el presupuesto de ingresos y se dará cuenta como realmente seria usado para financiar mas guerra con el medio oriente y terminar de pagar la deuda con los ciudadanos que financiaron esas guerras en el pasado. Nada que ver con generar empleos para la población Americana que los perdió según Donald Trump por los mexicanos.
Veamos un punto de vista diferente sobre una devaluación. México vive de las exportaciones de empresas maquiladoras y hasta la exportación de su mano de obra que envía remesas a sus familias en México. También México depende mucho de insumos que compra del vecino del norte pero la balanza comercial con Estados Unidos es de superavit favoreciéndose más de las exportaciones que de lo que importa.
En un termino general hay producción de insumos en todo el mundo y es sabido que una devaluación de una moneda afecta la competitividad de un país con el resto del mundo. Esta situación causa que un insumo resulte más económico comprarlo en el país cuya moneda ha sido afectada por una devaluación. México en estos términos no es la excepción. En el mundo hay corredores de insumos que viven de comprar insumos en cantidades grandes para venderlos en otros países donde son requeridos. Usted puede beneficiarse de una devaluación monetaria de un país en crisis. ¿Cómo?, Podría comprar insumos o sub-maquilar servicios en países donde su moneda ha sido afectada porque los adquiriría mas baratos para entregar a fin de cuentas lo mismo en el destino final. Por ejemplo, si usted produce productos impresos que exportará una economía de moneda dura, incluso se beneficiaria más por sub-contratar en el país en crisis. Si cree que esto es difícil de hacer, pues no lo es.
Se sabe de una gran cantidad de productos que son hechos en China. Los chinos actualmente han dejado que su moneda fluctúe más en el mercado han tomado ventaja de otras economías para sub-maquilar cosas en otros países de moneda mas en crisis. Muchos productos hechos en China son sub-producidos en Filipinas, Vietnam o Indonesia.
Puesto en términos prácticos, si bien es cierto que una devaluación afecta a los mexicanos por que eleva el precio de nuestras vacaciones a Florida o el shopping a Houston, por otro lado, con una devaluación la economía eventualmente se ajusta y se puede obtener un beneficio inmediato por que su empresa o productos se vuelven mas atractivos para los extranjeros. Asi que tome ventaja y busque inversionistas extranjeros que pueden asociarse con usted teniendo como beneficio que su empresa se capitaliza con nuevo capital para expandirse. Esta expansión le traerá eventualmente mayores ingresos.
Bienes e ingresos
Una devaluación usualmente puede ocasionar inflación en economías emergentes como México. Hay otros factores que pueden afectar la economía en forma local generando inflación. Analicemos un evento de hace ya unos meses que causó fuerte discordia entre los ciudadanos mexicanos, el alza excesiva del precio de la gasolina. La gasolina es un bien que usan todos los ciudadanos y afecta los precios de muchos productos de consumo diario. En general a la industria productora alimenticia y manufacturera el transporte de productos finales al consumidor final le representa un costo del 9 al 15%. Un aumento fuerte en la gasolina afecta entonces en el costo de todos esos productos. Una razón por la cual el gobierno hace esto es por generar una inflación necesaria. ¿Porqué necesaria? Cuando el gobierno necesita aumentar sus ingresos para el presupuesto Federal, o impone un impuesto que causaría un enojo más grande a la ciudadanía o bien genera inflación. En México adicionalmente, la gasolina es una fuente de ingresos para la paraestatal Pemex y se beneficia el gobierno de México por ello.
La solución a muchas crísis en economías emergentes como la de México o incluso en Estados Unidos es generar inflación. Esta es la forma como la deuda con la ciudadanía se mantiene constante y el presupuesto de ingresos sube. En una tendencia a largo plazo es la forma de pagar la deuda con la ciudadanía de forma que la deuda se hace mas pequeña en relación con los ingresos.
En una forma inmediata la población no se beneficia con la inflación. El poder adquisitivo baja por el alza de precios de todos los productos que consume. Eventualmente los ingresos de todos se irán ajustando y los salarios aumentan conforme a la inflación. En épocas de inflación solo la industria de productos de necesidad básica es la menos afectada. La industria mas afectada es la de los artículos recreativos, viajes, lujos y similares.
Si usted sabe que habrá inflación, puede beneficiarse y tomar ventaja.
¿Cómo saber que habrá inflación? Si se devalúa la moneda usted sabe que insumos que se importan subirán de precio eventualmente. Si sube la gasolina trae consecuencia el aumento del transporte y afectará a productos que se almacenan. Para poder beneficiarse puede o comprar esos productos que sabe subirán de precio y almacenarlos por un tiempo o bien amarrar contratos con valor presente de productos que subirán. Esto le brindará beneficio en valor de reventa futura o bien para productos terminados futuros donde su utilidad será mayor.
Incluso lo que mas se escucha cuando viene inflación es que se compran bienes raíces que son las que con el tiempo se aprecian mayor a la inflación. Lo mejor es que con inflación suben las rentas y una renta en aumento futuro a un valor de un activo en presente es una excelente manera de tener ingresos seguros. Si una casa es mucho para invertir, no lo vea asi; cómprela con crédito. ¿Porqué?, Porque la deuda se mantiene constante en valor pasado y el activo y los ingresos suben. Esta ha sido la mejor forma de muchos hacerse de activos que le darán un retiro o ingresos para toda la vida.
La tecnología de iluminación LED cambió radicalmente la eficiencia de los automóviles, lo que comenzó como una alternativa ahorrativa para las luces de freno en algunos autos, se convirtió en 2003 en una revolución a la industria automotriz.
Aunque todos los avances tecnológicos son valiosos y en materia de artes gráficas todos han contribuido a la mejora de los servicios y la obtención de mejores resultados, pocos han tenido un impacto tan poderoso como el desarrollo de la iluminación LED, pues no se ha limitado al campo de la industria gráfica, ni siquiera al de la iluminación en sí misma; actualmente los sistemas LED se aplican en un sinfín de ramas que ni siquiera imaginamos y tienen funciones tan diversas como iluminar, regular temperatura, secar impresiones y servir como un elemento de diseño.
Particularmente en la rama automotriz, la tecnología LED llegó a cambiar radicalmente la eficiencia de los vehículos. Lo que comenzó como una alternativa ahorrativa para las luces de freno en la parte trasera de algunos autos, se convirtió en 2003 en una revolución de la industria. Ese año la empresa alemana Audi presentó sus luces de niebla con forma de tiras LED y el modelo Nuvolari quattro, que implementaba los primeros faros compuestos completamente de LEDs, los cuales garantizan una potencia de iluminación de hasta 6000°K, es decir, una luz equiparable a la del día. Algunos autos previos a este modelo contaban ya con 24 LEDs en cada faro para las luces que se usan de día, pero ahora se implementaba por primera vez la iluminación LED en las luces intermitentes, las de cruce y las de carretera para las noches, esto se traduce en un total de 54 LEDs para todas las funciones de luz de los nuevos autos deportivos. Desde entonces, las más reconocidas casas automotrices han implementado esta tecnología que no solamente garantiza mayor potencia, sino que es más amable con el medio ambiente.
Aunque todavía se fabrican los faros de halógeno y de xenón, cada vez son más las marcas de autos que añaden LEDs a sus modelos, pues reportan menos fallas, son más durables y eficientes.
¿Por qué usar LEDs en los autos?
LED son las siglas de Light Emitting Diode (diodo emisor de luz), y un diodo es una pieza electrónica fabricada con materiales semiconductores cuya propiedad básica es la de conducir electricidad cuando se le aplica la corriente en un sentido, bloqueándola cuando se aplica en el sentido contrario. Además de esta sencilla cualidad, que en sí misma no es muy útil a la hora de emitir luz, los diodos brindan luz cuando la corriente fluye a través de ellos. Pero, ¿por qué integrarlos entonces a la industria automotriz?
Básicamente son dos las características que hacen a los LEDs una buena alternativa para la fabricación de faros de autos. Por un lado, tienen muy poca inercia lumínica, pues el tiempo que transcurre desde que comienzan a encenderse hasta que emiten todo su potencial de luz, es realmente muy bajo, de modo que no habrá variaciones de intensidad lumínica una vez que se enciendan. La inercia lumínica de los faros halógenos o de xenón, por su parte, es mucho más alta, de modo que podrían resultar más inseguros en ciertas condiciones de luz. Por otra parte, los LEDs consumen muy poca energía en relación a la luz que emiten, y esa es sin duda su mayor ventaja. Ya que son componentes eléctricos muy sencillos y la luz que emiten no proviene de un filamento incandescente o un arco eléctrico, la energía de los LEDs que se vuelve calor es realmente muy poca, y la gran mayoría de la electricidad que recorre el diodo se convierte en luz; esta es una de las ventajas que más ha favorecido la popularidad de la tecnología LED, pues los sistemas de luz son mucho más seguros al no generar calor, y pueden combinarse con una gran cantidad de materiales sin temor a ocasionar accidentes.
Debido a factores como el cuidado del medio ambiente y la seguridad vial, se estima que los ingresos del mercado de la iluminación LED automotriz se disparen en los próximos años.
Debido a factores como el cuidado del medio ambiente y la seguridad vial, se estima que los ingresos del mercado de la iluminación LED automotriz se disparen en los próximos años.
A pesar de estos importantes beneficios que han dado tanta popularidad a los sistemas LED, éstos también presentan algunas limitaciones que aún pueden corregirse. En el caso de la iluminación de autos, que necesitan una fuente de luz muy potente, los LED suelen usarse en grupos para proporcionar la potencia ideal, pues un solo diodo por lo general emite poca luz. Aunque existen LEDs más grandes que podrían usarse con este fin, éstos requieren adicionalmente sistemas de refrigeración por disipadores, lo que los hace poco prácticos.
La resistencia de los sistemas LED es también una de las principales ventajas que los hacen recomendables para la industria automotriz, pues suelen estar encapsulados en una pequeña cubierta de plástico transparente o de colores que sirven para protegerlo de golpes y agentes de desgaste; el único problema con estas cápsulas es que actúan como un difusor de luz y ésta deja de ser directa, por lo que se necesita un trabajo especial de la óptica para orientar la luz hacia su objetivo, en este caso, el camino. Estos recubrimientos también hacen al LED muy resistente a la vibración natural de un auto en funcionamiento, garantizando mayor seguridad durante el trayecto.
Gracias a que los diodos son piezas muy pequeñas y simples, la posibilidad de crear menores tamaños de iluminación es una ventaja para su inclusión en los autos y otras aplicaciones donde el diseño tiende al minimalista y la sutileza.
Tipos de iluminación LED
Ya que son los faros los principales beneficiados con la tecnología LED, en el mercado actual existen diversos tipos:
Reflectores multifaro: se trata de un sistema compuesto por varios reflectores pequeños dotados con un LED que suele orientarse hacia el camino o hacia el reflector, distinguidos uno del otro como LED visto o LED oculto. De acuerdo a la disposición de los grupos de LED es que se obtienen diversos tipos de haz, ya sea corto, largo o antiniebla. En algunos casos estos reflectores se cubren con un cristal de dispersión para repartir mejor la luz y son los más usados del mercado.
Reflector proyector elipsoidal: se trata de un sistema más sofisticado que se compone de grupos de LEDs recubiertos con un lente que se encarga de orientar la luz del faro hacia el exterior. Estos suelen usarse en autos de lujo y algunas casas como BMW, Mercedes Benz o Lexus los integran a veces combinando sistemas de reflector y proyector para un mejor resultado.
En iluminación para autos, los sistemas de los faros son los más complejos porque de ellos depende la visibilidad al exterior y éstos deben focalizar la luz en una dirección concreta, a diferencia de las luces que se usan al interior del auto, que no requieren de superficies reflectivas complejas o lentes focalizadores. En la actualidad los sistemas LED se usan en las luces diurnas, intermitentes laterales y en los tableros de un auto, pues como ya se mencionó resisten golpes y desgaste mecánico, no generan calor y consumen poca energía.
Son muchas las ventajas de la tecnología LED en los coches, pero sin duda el bajo consumo energético es la principal, pues sólo usan 50 watts para luces de cruce y 6 watts para luces diurnas llegando a proporcionar hasta 100 mil horas de trabajo continuo, lo que equivale a unos 12 años. Aunque cada parte del auto tiene un consumo distinto de energía, ninguno alcanza voltajes mayores a los 100 watts. En caso de mal funcionamiento, no es necesario sustituir todo el sistema eléctrico lumínico del auto, ni siquiera todo el faro en caso de que presente problemas, basta con cambiar sólo el LED que está dañado, lo cual es más económico en materia de reparaciones.
Gracias a que produce una luz muy parecida a la luz del día, los sistemas LED ofrecen mejor visibilidad y adaptación a la capacidad visual nocturna de los ojos del conductor. Los faros incandescentes tradicionales de xenón y krypton pierden casi un 90 por ciento de energía que se transforma en calor, mientras que un LED convierte esta energía en luz al tiempo que previene problemas por sobre calentamiento del auto.
Tampoco podemos olvidar las ventajas estéticas de los sistemas LED en los autos más modernos, pues dan un toque más contemporáneo y sobrio a los vehículos sin mermar su calidad e intensidad lumínica. A diferencia de otros tipos de focos, los LED son muy discretos y se adaptan perfectamente a los diseños más suaves. Además de la iluminación que integra un automóvil desde su fabricación, en el mercado se ofrecen gran cantidad de opciones para que los usuarios adapten y personalicen sus coches a sus propias necesidades y preferencias. Los más populares son las tradicionales tiras de LED que pueden aplicarse fácilmente gracias a sus sistemas de adherencia, pero también existen mangueras acrílicas, botones de luz y otros dispositivos que se usan en el tunning de autos.
En conclusión, aunque algunos de estos sistemas aún tienen un costo elevado en el mercado, la iluminación automotriz con LEDs tiene un brillante futuro por delante gracias a la calidad de la luz, la inercia lumínica casi inexistente de los diodos, una vida útil que excede la del propio coche, un consumo de energía muy bajo, poca emisión de calor y una alta resistencia a agentes de desgaste.
Es tal el crecimiento y perfeccionamiento de la tecnología LED, que empresas tan grandes como Phillips y Osram han optado por ampliar en gran medida su oferta de soluciones LED, incluso por encima de los sistemas tradicionales de iluminación que habían manejado hasta ahora. Phillips ha anunciado públicamente que pretende dividir su oferta en tres sectores básicos de iluminación LED enfocados a la industria automotriz, tecnologías de salud y soluciones de iluminación; mientras que Osram ha declarado que separará su negocio general de lámparas en una unidad independiente para dedicar más esfuerzos a las necesidades de clientes especializados entre los que se destaca la industria automotriz.
Ante este panorama, se estima que los ingresos globales del mercado de iluminación automotriz alcancen los 25,36 millones de dólares en 2018 obedeciendo a factores como la creciente preocupación por la seguridad vial, las legislaciones de iluminación establecidas por los gobiernos de todo el mundo y la eficiencia de esta tecnología. No puede ignorarse el aumento del poder adquisitivo de los consumidores, cuyo interés por las tecnologías sofisticadas y avanzadas también se incrementan considerablemente. Por todas estas razones este es un buen momento para sumarse a la tendencia de la iluminación LED en automóviles.
Hace cinco años, la nanografía prometía revolucionar a la industria de la impresión digital. ¿Qué ha pasado desde su aparición? Conozca más sobre la tecnología detrás de estos equipos.
Después de su presentación al público en DRUPA 2012, la nanografía había mantenido un perfil bajo (cosa que extrañó al sector de las artes gráficas, pues su aparición prometía avances significativos para la impresión digital). Cinco años después, Landa rompe el silencio sobre el estado actual de su hijo pródigo, pues hace unos meses anunció que un par de sus equipos Landa S10 Nanographic Printing Press serán probados por dos empresas de la industria del empaque, las etiquetas y el envasado durante la fase beta de 2017. Pero ¿qué tiene de particular este sistema? Desde un nivel técnico, las diferencias estriban en la manera de imprimir. Como bien sabrán, los equipos inkjet tradicionales crean la imagen directamente sobre el sustrato.
La nanografía funciona de forma diferente, ya que posee inyectores de tinta montados en barras de impresión que disparan el insumo sobre una mantilla situada a una distancia de 1-2 mm. Entonces, la tinta es transferida de esta mantilla al sustrato en la forma de una película ultra-delgada. Tecnología de impresión digital basada en la nanotecnología Sin embargo, lo más interesante de esta nueva forma de impresión está en el mundo de las partículas diminutas. En términos muy sencillos, la nanotecnología es la rama de la ciencia que se encarga de manipular a la materia a un nivel atómico o molecular de entre uno y cien nanómetros. De este modo, es posible diseñar y crear materiales con propiedades únicas, los cuales reciben el nombre de nanomateriales. Los nanómetros son unidades de medición muy, muy pequeñas. Un nanómetro equivale a la billonésima parte de un metro, o 100 millonésimas de milímetro. Por ejemplo, una hoja de papel tiene un grosor de 100,000 nm. Si comparamos el tamaño de un nanómetro con el diámetro de una pelota de tenis, sería como comparar el diámetro de una pelota de futbol soccer con el del diámetro del planeta Tierra. Como lo mencionamos hace un momento, los nanomateriales son uno de los productos principales de la nanotecnología. Entre ellos podemos encontrar partículas, tubos o fibras a nanoescala. Hoy en día existen aplicaciones para ellos en los ámbitos de la salud, la electrónica, los cosméticos, los textiles, la informática y la protección medioambiental. El factor de innovación del proceso nanográfico radica en que utiliza pigmentos de tamaño nanométrico para absorber considerablemente más luz que otros pigmentos. Los nanómetros son una unidad de medida que equivale a la billonésima parte de un metro. Este tipo de tinta busca producir gráficos con puntos ultra nítidos con una uniformidad alta, mayor brillo y una amplia gama de colores, que —de acuerdo a sus creadores— abarca al menos un 15% más de colores que la impresión offset. La idea detrás de aplicar principios de nanotecnología en la impresión digital viene de la necesidad de romper con el paradigma que domina el mercado de las artes gráficas y, con ello, lograr un mejor aprovechamiento de los recursos y tiempos de impresión. Según un estudio desarrollado hace algunos años, el 98% de las páginas no se imprimen con tecnología digital, sino que se aplica tecnología que básicamente tiene una antigüedad de 500 años. Cuando los procesos de impresión digital modernos aplican tinta directamente al papel, la tinta húmeda penetra en él y numerosas partículas de pigmento terminan debajo de la superficie y no actúan como elementos eficaces para la absorción de luz.
Asimismo, cuando se imprimen múltiples colores uno sobre el otro, la cantidad de tinta húmeda que puede aplicarse al papel está limitada. Este umbral máximo se denomina cobertura total de la tinta (Total Ink Coverage o TIC, por sus siglas en inglés) o cobertura total de área (Total Area Coverage, TAC).
Cualquier cantidad de tinta que se aplique por encima de este límite no se adhiere a las capas anteriores y, lo que es más, la tinta húmeda puede no secarse correctamente y manchar las hojas impresas. Esta limitación aplica para todos los procesos de impresión, desde offset hasta inkjet/impresión digital. En el caso de la impresión digital por inyección de tinta, la tinta contiene tanta agua que el papel puede llegar a saturarse, hincharse, deformarse y arrugarse. Por ello, hay que calentar el papel para que se evapore el agua. Esto limita el uso de tintas a base de agua para aplicaciones de cobertura de área baja, como libros y materiales promocionales, y provoca que no sean adecuadas para aplicaciones con mayor cobertura, como impresión comercial, envasado o para aplicaciones específicas en el sector editorial, como revistas y libros a todo color. Mirando a la tinta muy de cerca Aquí es donde la nanografía encuentra su nicho. La investigación en nanotecnología ha descubierto que algunos materiales adquieren propiedades interesantes cuando se reducen al tamaño de nanopartículas. En el transcurso de una década de experimentación, se observó que los pigmentos de tinta reducidos a escala nanométrica se convierten en colorantes potentes. De este modo, se generó un proceso de impresión que elimina la absorción del material portador de la tinta líquida por parte del sustrato. Estos pigmentos de tamaño ultra pequeño y su capacidad para formar una capa muy fina de tinta permiten realizar impresión digital a grandes velocidades, además de poder trabajar con papeles normales sin tratar, reciclados, estucados o no estucados, cartón grueso y varios tipos de plásticos, incluyendo PE, PET, PVC y BOPP. Para darnos una idea, la llamada “nanotinta” contiene partículas de pigmento de tamaño nanométrico. En comparación, las tintas offset de alta calidad presentan un tamaño de partícula de aproximadamente 500 nm, al menos diez veces más grande. Por otro lado, tenemos el problema del tamaño y la ganancia del punto. Los puntos de inyección de tinta se caracterizan por la falta de definición en sus bordes. Este efecto se debe a la capilaridad de la tinta acuosa, la cual hace que las fibras de papel absorban y se empapen de agua. Los puntos impresos en offset son normalmente más nítidos que los puntos obtenidos por tecnología inkjet, pero también presentan bordes irregulares debido a la capilaridad de la tinta. Por su parte, las gotas de la NanoInk forman una película de tinta seca cuando se aplican sobre el sustrato, ya que no penetran en las fibras. Esto permite que la impresión nanográfica pueda producir puntos considerablemente redondeados, con bordes agudos y de elevada uniformidad óptica. Adicionalmente, ofrece un amplio gamut de color CMYK y promete cubrir por lo menos 15% más de colores Pantone que la impresión por offset.
El sistema de impresión
Como se mencionó anteriormente, el proceso nanográfico utiliza barras de impresión que disparan tinta sobre una mantilla situada a una distancia de 1-2 mm. Cada barra de impresión imprime un color específico. Los equipos de Landa incorporan ocho barras de impresión y pueden imprimir hasta ocho colores diferentes al mismo tiempo. Asimismo, pueden ampliarse para incorporar CMYK y colores directos o colores especiales, como el blanco. A medida que cada gotita alcanza la mantilla caliente, la tinta se extiende y pierde rápidamente su agua, lo que reduce aún más el espesor. Cuando se evapora el agua completamente, la tinta se convierte en una película polimérica seca ultra delgada de 500 nm. Cuando se presiona contra el sustrato de impresión para realizar la transferencia, se adhiere con fuerza al sustrato sin penetrarlo. Debido a esto, es posible pensar que, en un futuro, existirán equipos que permitan realizar impresiones por lado y lado utilizando esta tecnología. Las imágenes creadas no requieren proceso de secado posterior.
La nanografía hoy
Desde hace un par de años, varios protagonistas de la industria de impresión digital se encuentran trabajando juntos para continuar desarrollando esta tecnología. Landa fincó alianzas estratégicas con proveedores como Komori, EFI y AVT. Por un lado, Komori (una corporación con base en Tokyo que fabrica prensas de impresión en hoja y en bobina, así como máquinas de impresión de billetes de banco y de documentos de seguridad) actualmente es suministrador global de todas las plataformas con alimentación de hojas de la Landa Nanographic Printing Press. Asimismo, las dos empresas trabajan juntas para que Komori pueda crear su propia marca de equipos de nanografía utilizando la tecnología e insumos creados por Landa. Por otro lado, EFI se ha encargado de generar un sistema frontal digital (DFE por sus siglas en inglés) basado en su tecnología Fiery para las impresoras planas y rotativas de Landa, dirigidas principalmente para los segmentos de impresión comercial, editorial, cartón plegable, PLV y envases flexibles.
El DFE permite controlar la impresión a 4-8 colores y alta velocidad en los equipos, permitiendo a los operarios realizar cambios de última hora en máquina, imprimir pruebas y producir trabajos urgentes al momento. Asimismo, recopila información sobre el estado de las máquinas y permite realizar tareas de inspección y control de circuito cerrado. Por último, la compañía AVT (Advanced Vision Technology) desarrolló un sistema de control de calidad para monitorear el desempeño de las boquillas y aumentar la productividad del equipo. Otro de los lanzamientos más recientes es la introducción de la tecnología de nano-Metalografía. Se trata de un proceso de metalización de gráficos presentado por Landa el año pasado en DRUPA. Sus principales características son que no deja residuos y que aspira a reducir a la mitad los costos de la impresión metalizada. En la actualidad, los procesos de impresión y acabados con materiales metalizados (conocidos como foiling y stamping) desperdician mucho material y requieren altos costos de producción. Dentro de las metas pioneras de la nano-metalografía está abrir el camino hacia otras aplicaciones, incluyendo el empaque metalizado para uso en hornos de microondas.
Los equipos de impresión
Después de más de una década de investigación y desarrollo, apenas este año se comenzarán a distribuir los primeros equipos de impresión nanográfica. Aunque éstos se encuentran aún en una fase de prueba, las empresas que decidieron adquirirlas han decidido apostar por el potencial de la nanografía en el sector de cajas plegables, envases, etiquetas y envasado de cartón y papel.
Las impresoras Landa S10 Nanographic Printing Press cuentan con un formato de impresión de un solo lado para sustratos con tamaño B1 (41 in / 1,050 mm). Están pensadas para la producción de cartón plegable, aplicaciones POP/POS y cajas corrugadas. Tiene una capacidad de impresión que va de las 6,500 a las 13,000 hojas por hora con sustratos de grosor 2.4-32 pt. (60-800 nm). Asimismo, ofrece una resolución de hasta 1,200 dpi de 4 a 8 colores y contiene la opción de aplicar recubrimientos acuosos o UV para la optimización de los materiales. Otra de sus particularidades es que toma en cuenta el llamado user experience (experiencia del usuario) para operar la máquina. Basándose en estadísticas que indican que utilizamos, en promedio, 150 veces al día nuestros smartphones, Landa incorporó pantallas táctiles y tablets para que el operador pueda monitorear el equipo, incluso estando lejos de la máquina. Otros equipos incluyen la muy similar Landa S10 P y la Landa W10 (para empaques flexibles) y W10 P. Éstas últimas pueden trabajar con sustratos de 41 in (1,050 mm) de grosor, incluyendo cartón, metalizados y plásticos en el caso de la W10. La W10 P está pensada para la producción de revistas, periódicos, flyers y demás aplicaciones de prensa o publicidad. Ambas cuentan con la opción de imprimir por ambos lados.
Sea cual sea el tamaño y orientación de una empresa, es fundamental establecer una metodología de control de inventario para garantizar una mejor administración.
Amedida que un negocio crece, sus necesidades administrativas también lo hacen. La operación de ciertas áreas se hace más compleja y por lo tanto, todos aquellos sistemas que agilicen el flujo de trabajo o reduzcan los márgenes de error son bienvenidos. En la industria gráfica, como en todos los sectores comerciales, la expansión y el crecimiento económico es solo el primer paso para el éxito, pues éste depende en gran medida de qué tan preparado se está para administrar una empresa que comienza a evolucionar.
Es precisamente por eso que la realización de un inventario se vuelve tan importante. Tener el control y pleno conocimiento de la cantidad de bienes y objetos con los que cuenta una compañía resulta en una mejor administración y por lo tanto en un flujo económico positivo. Un inventario es una relación detallada y contable de los elementos que constituyen el patrimonio de una empresa, se trata de un conteo que permite a los administradores saber con qué cuentan para mantener en operación a la compañía, a cuánto equivalen monetariamente los bienes, así como su durabilidad y otras características que dependen del giro de cada empresa. Con esta información, un negocio puede establecer sus precios y su capacidad de inversión.
Si bien puede parecer muy sencillo contabilizar los recursos de una compañía, un inventario tiene diversas etapas de trabajo y puede llegar a ser muy complicado, de modo que lo más importante es establecer un método y un orden para evitar errores comunes como catalogar dos veces el mismo objeto, establecer demasiadas categorías o no incluir algunos productos.
El control de los recursos
Por lo general, cuando una empresa llega al final de un arduo año de trabajo, se plantea nuevos objetivos para el siguiente ciclo y para eso es fundamental saber con qué recursos se cuenta, más allá de la infraestructura y la capacidad de inversión de la compañía. En el caso de la industria gráfica, las empresas aprovecharán sus recursos al máximo si saben exactamente cuánto material tienen en existencia, cuánto tiempo durará, cuánto mantenimiento requiere, qué espacio ocupa y a qué velocidad se consume.
Por supuesto, al calcular estas cifras, las empresas también pueden saber con mayor certeza qué cantidades necesitan de cada recurso y cuándo deben adquirirlas para no frenar ni afectar el flujo de la producción, así como establecer precios competitivos que provean las ganancias que el negocio necesita para prosperar.
Dependerá del tamaño y las necesidades de una empresa la frecuencia con que se haga un inventario. Es muy común, por ejemplo, que medianas y pequeñas empresas lo hagan anualmente y en muchos casos, como un mero requisito administrativo. Sin embargo, las ventajas de un inventario van más allá de mantener una situación fiscal estable y en regla, si se hace bien, puede incluso contribuir a un mayor flujo de ganancias gracias a que favorece la productividad.
Cualesquiera que sean las necesidades y dimensiones de una compañía, adoptar un sistema y una metodología de inventarios es aconsejable siempre que se busque un mejor aprovechamiento de los recursos. Tanto como la variedad de tipos de empresas, existen metodologías precisas que lo harán más eficiente según las necesidades de cada negocio. En el caso de las empresas orientadas a la industria gráfica, por ejemplo, un inventario debe contemplar márgenes de error y el desperdicio de material natural en cada producción.
En la actualidad existen muchos sistemas digitales y softwares avanzados que permiten mantener el control de los insumos en una empresa y hacer inventarios de forma regular. Lo mejor es que estos sistemas son cada vez más personalizados y hoy es posible encontrar programas especialmente diseñados para empresas de la industria gráfica. Ya sea que se opte por adoptar un sistema digital o uno tradicional, lo más importante es analizar qué metodología es más conveniente para el tipo de empresa.
Los inventarios del futuro
En el pasado, los inventarios requerían mucho tiempo ya que no se seguía ninguna metodología, resultando en un alto margen de error que se incrementa proporcionalmente al tamaño de la empresa. Con la llegada de los software administrativos esto ha cambiado radicalmente, ya que no se trata únicamente de una base de datos donde se puede consultar la existencia de un material, éstos son programas que integran información suficiente para hacer una empresa más organizada y rentable, los inventarios son solamente una de sus funciones, resultado de un control administrativo diario.
Si el tamaño de un negocio así lo permite, los inventarios pueden hacerse sin la necesidad de un sofisticado sistema digital siempre y cuando se siga un orden y un ritmo de trabajo.
Básicamente existen dos sistemas de control de inventarios, el periódico y el perpetuo.
Sistema de inventarios periódico: como su nombre lo indica, se trata de la realización de un inventario cada determinado tiempo o periodo, para lo cual es necesario hacer un conteo físico de producto. Si se opta por este sistema, la empresa no puede saber todo el tiempo cuánta mercancía tiene ni cuál es el costo de lo que ya se ha vendido, solo sabrá el inventario exacto y el costo de venta en el momento preciso de hacer un conteo físico, ya sea cada mes, semestre o año.
Si se sigue este método, las empresas deben realizar un conteo físico de inventarios, que consiste en tomar el inventario inicial y sumarle las compras que se han hecho en el periodo actual, restarle las devoluciones en compras y el inventario final, de esa forma se obtendrá el costo de las ventas del periodo.
Cada vez que se compra mercancía o materia prima, éstas se contabilizan en la cuenta de compras y no en el activo (inventarios), de modo que al concluir el periodo establecido, con el valor acumulado, se lleve a cabo el conteo físico de inventarios para determinar el costo de venta. De la misma manera, las devoluciones de mercancía comprada se registran en la cuenta de compras, mientras que las ventas y la devolución en ventas se contabilizan en la cuenta de ingresos.
Cada vez que se termina el periodo de trabajo se hace un conteo físico y se determina el inventario final, el cual se contabiliza en la cuenta de activos.
Sistema de inventarios perpetuo: en este modelo la empresa cuenta con un registro continuo de todos los artículos incluidos en un “inventario inicial”, de modo que en cualquier momento puede consultar el registro de la mercancía disponible. Por eso este sistema es muy práctico para elaborar estados financieros mensuales, trimestrales o cualquier periodo de tiempo.
La principal diferencia de este y el sistema de inventarios periódico, es que la empresa puede determinar el costo del inventario final y el de las mercancías vendidas sin necesidad de hacer un conteo físico.
Como es fácil imaginar, esta metodología permite tener un grado de control más alto que el del sistema periódico, pues la información siempre está actualizada y disponible. Gracias a que se registra la cantidad y costo de un producto en cuanto sale, este sistema permite determinar el costo al momento de hacer la venta; sin embargo, la valoración de los inventarios para la determinación del costo de venta tiene un inconveniente con los valores de las mercancías, ya que éstas se adquieren en fechas diferentes con distintos precios, es imposible tener homogeneidad de valores de las mercancías compradas. Para resarcir este problema, la valoración de los inventarios se hace mediante algunos métodos que buscan determinar el costo de la forma más real posible de acuerdo al tipo de empresa, algunos de estos métodos de valoración son: método del promedio ponderado, método PEPS (Primero en Entrar, Primero en Salir), método UEPS (Último en Entrar, Primero en Salir), entre otros.
En el modelo de inventario perpetuo, las compras de las mercancías o materia prima se contabilizan en un débito a la cuenta de inventarios, mientras que la devolución de compras de mercancías se cuenta como un crédito en la subcuenta de inventarios. Por su parte, una venta se contabiliza en la cuenta de ingresos y al mismo tiempo se registra el costo de la venta.
El sistema ideal
Para elegir cualquiera de estos modelos administrativos, las empresas deben evaluar su tamaño y necesidades administrativas, teniendo en cuenta que cualquier sistema buscan los siguientes fines:
– Establecer relaciones exactas entre las necesidades probables y los abastecimientos de los diferentes productos
– Definir categorías para los inventarios y clasificar cada mercancía
– Mantener los costos de abastecimiento al más bajo nivel posible
– Mantener un nivel adecuado de inventario
– Obtener un balance de la oferta y la demanda
– Satisfacer rápidamente la demanda
Un sistema de control de inventario tendrá en cuenta la demanda, la variación estacional, el cambio de los patrones de uso y el seguimiento de las pérdidas para garantizar una administración más eficaz de la inversión, cualquiera que sea su dimensión.
Dell, dio a conocer lo nuevo en innovación y tecnología para gamers con el lanzamiento en México de la Dell Alienware Area 51 que invita a experimentar la realidad virtual como nunca antes.
El nuevo Alienware Area 51-R2 es ideal para realizar múltiples tareas, está diseñada para admitir hasta tres tarjetas gráficas de doble ancho y longitud completa. Cuenta con los nuevos procesadores Intel Core™ i7 de séptima generación; es decir con 10 núcleos por procesador; un rango completo de rendimiento en monitores y periféricos para juegos que brinda realidad virtual a todo. “Nunca antes se ha visto en México una convergencia entre potencia y diseño como se puede apreciar en Alienware Area 51” comentó Yuzel Ahumada, Field Marketing Manager, Consumer Solutions de Dell.
LG Electronics anunció el LG Q6, parte de su nueva serie Q, éste dispositivo será el primero en ofrecer la pantalla FullVision tras el LG G6. La serie Q de LG es la nueva línea de potentes smartphones de gama media de la compañía, con las características esenciales de los teléfonos premium de LG a precios accesibles. El primero de la serie Q en anunciarse es el LG Q6 que presenta algunas de las innovaciones más deseadas del LG G6 y los reune en un cuerpo resaltado por su pantalla FullVision con biseles minimizados.
La familia Q6 consiste en Q6+, Q6 y Q6α. Las tres variantes atienden a diferentes grupos de usuarios en términos de memoria y almacenamiento: el Q6+ viene con 4GB de RAM y 64GB de ROM, la base Q6 ofrece 3GB de RAM y 32GB de almacenamiento y el precio más accesible lo tiene el Q6α que viene con 2GB de RAM y 16GB de ROM.
Xara 5501 un cabezal de impresión ligero y de alta resolución de 1200 ppp que es ideal para una amplia gama de aplicaciones de impresión digital
Xaar anunció el Xaar 5501, una nueva adición a su cartera de cabezales de impresión base agua. Es un cabezal de impresión ligero y de alta resolución de 1200 ppp que es ideal para una amplia gama de aplicaciones de impresión digital basadas en agua, tales como textiles (digital directo a la prenda, transferencia de sublimación de tinta y señalización suave) y gráficos (banners, carteles, pantallas). Dispone de 5544 boquillas, cada una de las cuales produce 5 pL de sub-gotas dando un impresionante ancho de impresión de 115 mm para una impresión de alta calidad con una alta productividad.
Además, la robusta construcción del Xaar 5501 lo hace compatible con una gama de fluidos incluyendo tintas acuosas, tintas UV de baja viscosidad o tintas basadas en disolventes.
EPSON, lanzó sus nuevas impresoras de etiquetas a color ColorWorks. Los nuevos modelos ColorWorks C3500 y C7500G.
La impresora C3500 aporta color y versatilidad para etiquetas, tickets y entradas. Con impresión de alta calidad, velocidad de hasta 103 mm/s y cartuchos independientes de tinta pigmentada.
Además, con la ColorWorks C3500 se puede personalizar e imprimir etiquetas para embalajes con logotipos e imágenes a todo color como también tickets o tarjetas de identificación con importante información de productos y códigos de barras. Esta impresora garantiza imprimir todo con una sola máquina.


















 Mercedes-Benz Trucks, está innovando en todos los sentidos ahora es el turno de las refacciones fabricadas con impresoras 3D. Hablamos de una pieza de metal totalmente válida, concretamente de una cubierta de termostato para camiones y modelos Unimog de la anterior generación, La pieza ha superado con éxito todas las etapas del estricto proceso de garantía de calidad de Mercedes-Benz y ahora está celebrando su lanzamiento al mercado.
Mercedes-Benz Trucks, está innovando en todos los sentidos ahora es el turno de las refacciones fabricadas con impresoras 3D. Hablamos de una pieza de metal totalmente válida, concretamente de una cubierta de termostato para camiones y modelos Unimog de la anterior generación, La pieza ha superado con éxito todas las etapas del estricto proceso de garantía de calidad de Mercedes-Benz y ahora está celebrando su lanzamiento al mercado. A veces, cuando comenzamos a adentrarnos en este mundito de los que desean tomar mejores fotografías, nos agobiamos al ver la gran cantidad de equipos y complementos que utilizan los profesionales: tripiés, flashes, lámparas, cajas de luz, reflectores, difusores, paraguas, cicloramas, fondos, exposímetros, disparadores remotos, modificadores de luz y un largo etcétera de cosas que hacen temblar a nuestro bolsillo.
A veces, cuando comenzamos a adentrarnos en este mundito de los que desean tomar mejores fotografías, nos agobiamos al ver la gran cantidad de equipos y complementos que utilizan los profesionales: tripiés, flashes, lámparas, cajas de luz, reflectores, difusores, paraguas, cicloramas, fondos, exposímetros, disparadores remotos, modificadores de luz y un largo etcétera de cosas que hacen temblar a nuestro bolsillo. Más allá de atender a mercados tan importantes como la publicidad, el diseño de interiores, la industria médica o automotriz, la impresión satisface también las necesidades de otros sectores comerciales como el embalaje y diseño de empaques, el cual ha tenido un importante crecimiento en los últimos años.
Más allá de atender a mercados tan importantes como la publicidad, el diseño de interiores, la industria médica o automotriz, la impresión satisface también las necesidades de otros sectores comerciales como el embalaje y diseño de empaques, el cual ha tenido un importante crecimiento en los últimos años. La obsesión por ser diferente abarca todos los ámbitos, los autos no quedan fuera de esta moda y el wrapping se ha apoderado de ellos, sin embargo aun el vinil más avanzado requiere de protección lo mismo aplica para la rotulación publicitaria. La mejor forma de protegerla es por medio de un laminado.
La obsesión por ser diferente abarca todos los ámbitos, los autos no quedan fuera de esta moda y el wrapping se ha apoderado de ellos, sin embargo aun el vinil más avanzado requiere de protección lo mismo aplica para la rotulación publicitaria. La mejor forma de protegerla es por medio de un laminado. De los muchos mercados que atiende la industria gráfica, sin duda la señalización es uno de los más complejos e interesantes; pues debe sujetarse a distintas normas de seguridad y calidad que pueden llegar a ser muy exigentes, al tiempo que llama la atención y permite proponer diseños vanguardistas.
De los muchos mercados que atiende la industria gráfica, sin duda la señalización es uno de los más complejos e interesantes; pues debe sujetarse a distintas normas de seguridad y calidad que pueden llegar a ser muy exigentes, al tiempo que llama la atención y permite proponer diseños vanguardistas.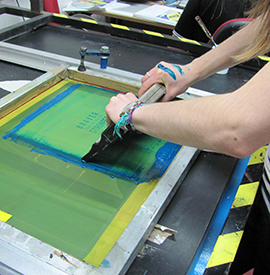 Una de las fuentes de trabajo inmediata de cientos de jóvenes iniciados en las artes gráficas es la serigrafía, esta premisa tiene sentido si consideramos que es una técnica que tiene más de 3000 años de antigüedad. Se estima que las impresiones más antiguas hechas con una versión primitiva de la serigrafía se hicieron en las islas Fidji, en el año 3,000 antes de cristo usando hojas de plátano que eran agujeradas para hacer pasar la tinta. De esa época también datan documentos chinos elaborados gracias a plantillas hechás con cabellos de mujer laqueados y tensados en un marco. Además, los japoneses fueron pioneros de la utilización de cinco colores en la impresión serigráfica.
Una de las fuentes de trabajo inmediata de cientos de jóvenes iniciados en las artes gráficas es la serigrafía, esta premisa tiene sentido si consideramos que es una técnica que tiene más de 3000 años de antigüedad. Se estima que las impresiones más antiguas hechas con una versión primitiva de la serigrafía se hicieron en las islas Fidji, en el año 3,000 antes de cristo usando hojas de plátano que eran agujeradas para hacer pasar la tinta. De esa época también datan documentos chinos elaborados gracias a plantillas hechás con cabellos de mujer laqueados y tensados en un marco. Además, los japoneses fueron pioneros de la utilización de cinco colores en la impresión serigráfica. Esta relación es tan fuerte que nos ponemos en modo defensivo y evitamos gastos por la incertidumbre del futuro. En una economía como la mexicana, donde su motor es el gasto de los ciudadanos, estas dos palabras frenan el crecimiento afectando los ingresos de todos.
Esta relación es tan fuerte que nos ponemos en modo defensivo y evitamos gastos por la incertidumbre del futuro. En una economía como la mexicana, donde su motor es el gasto de los ciudadanos, estas dos palabras frenan el crecimiento afectando los ingresos de todos. Aunque todos los avances tecnológicos son valiosos y en materia de artes gráficas todos han contribuido a la mejora de los servicios y la obtención de mejores resultados, pocos han tenido un impacto tan poderoso como el desarrollo de la iluminación LED, pues no se ha limitado al campo de la industria gráfica, ni siquiera al de la iluminación en sí misma; actualmente los sistemas LED se aplican en un sinfín de ramas que ni siquiera imaginamos y tienen funciones tan diversas como iluminar, regular temperatura, secar impresiones y servir como un elemento de diseño.
Aunque todos los avances tecnológicos son valiosos y en materia de artes gráficas todos han contribuido a la mejora de los servicios y la obtención de mejores resultados, pocos han tenido un impacto tan poderoso como el desarrollo de la iluminación LED, pues no se ha limitado al campo de la industria gráfica, ni siquiera al de la iluminación en sí misma; actualmente los sistemas LED se aplican en un sinfín de ramas que ni siquiera imaginamos y tienen funciones tan diversas como iluminar, regular temperatura, secar impresiones y servir como un elemento de diseño.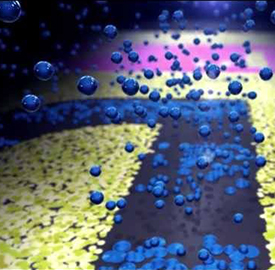 Después de su presentación al público en DRUPA 2012, la nanografía había mantenido un perfil bajo (cosa que extrañó al sector de las artes gráficas, pues su aparición prometía avances significativos para la impresión digital). Cinco años después, Landa rompe el silencio sobre el estado actual de su hijo pródigo, pues hace unos meses anunció que un par de sus equipos Landa S10 Nanographic Printing Press serán probados por dos empresas de la industria del empaque, las etiquetas y el envasado durante la fase beta de 2017. Pero ¿qué tiene de particular este sistema? Desde un nivel técnico, las diferencias estriban en la manera de imprimir. Como bien sabrán, los equipos inkjet tradicionales crean la imagen directamente sobre el sustrato.
Después de su presentación al público en DRUPA 2012, la nanografía había mantenido un perfil bajo (cosa que extrañó al sector de las artes gráficas, pues su aparición prometía avances significativos para la impresión digital). Cinco años después, Landa rompe el silencio sobre el estado actual de su hijo pródigo, pues hace unos meses anunció que un par de sus equipos Landa S10 Nanographic Printing Press serán probados por dos empresas de la industria del empaque, las etiquetas y el envasado durante la fase beta de 2017. Pero ¿qué tiene de particular este sistema? Desde un nivel técnico, las diferencias estriban en la manera de imprimir. Como bien sabrán, los equipos inkjet tradicionales crean la imagen directamente sobre el sustrato. A medida que un negocio crece, sus necesidades administrativas también lo hacen. La operación de ciertas áreas se hace más compleja y por lo tanto, todos aquellos sistemas que agilicen el flujo de trabajo o reduzcan los márgenes de error son bienvenidos. En la industria gráfica, como en todos los sectores comerciales, la expansión y el crecimiento económico es solo el primer paso para el éxito, pues éste depende en gran medida de qué tan preparado se está para administrar una empresa que comienza a evolucionar.
A medida que un negocio crece, sus necesidades administrativas también lo hacen. La operación de ciertas áreas se hace más compleja y por lo tanto, todos aquellos sistemas que agilicen el flujo de trabajo o reduzcan los márgenes de error son bienvenidos. En la industria gráfica, como en todos los sectores comerciales, la expansión y el crecimiento económico es solo el primer paso para el éxito, pues éste depende en gran medida de qué tan preparado se está para administrar una empresa que comienza a evolucionar. Dell, dio a conocer lo nuevo en innovación y tecnología para gamers con el lanzamiento en México de la Dell Alienware Area 51 que invita a experimentar la realidad virtual como nunca antes.
Dell, dio a conocer lo nuevo en innovación y tecnología para gamers con el lanzamiento en México de la Dell Alienware Area 51 que invita a experimentar la realidad virtual como nunca antes.
 Xara 5501 un cabezal de impresión ligero y de alta resolución de 1200 ppp que es ideal para una amplia gama de aplicaciones de impresión digital
Xara 5501 un cabezal de impresión ligero y de alta resolución de 1200 ppp que es ideal para una amplia gama de aplicaciones de impresión digital



