


















Brother, experto en soluciones de impresión y digitalización, acaba de ser galardonado por 25º año consecutivo con el Good Design Award 2017 en la categoría Color Multifuncional Laser Series. El premio nipón reconoce a la compañía por su dedicación al diseño de productos de alta calidad. Los productos que han obtenido el galardón han sido las impresoras HL-L8360CDW, MFC-L9570CDW y HL-L9310CDW y los dispositivos multifuncionales de la última gama de láser color. El Good Design Award reconoce, no solo la estética exterior de los productos, sino también la experiencia del usuario y el impacto ambiental del diseño, así como las cualidades innovadoras del producto. Desde Brother han afirmado que ganar el premio pone de relieve el arduo trabajo de todos los empleados de la compañía involucrados en el desarrollo, fabricación y entrega de sus productos y servicios.
Brother es galardonado con el Good Design Award por 25º año consecutivo
Comexi, LANZA AL MERCADO LA NUEVA ML2, combinación PERFECTA ENTRE VERSALTILIDAD Y ALTA PRODUCTIVIDAD

Comexi, especialista en soluciones para la industria de la impresión y conversión de envases flexibles, lanza al mercado su última tecnología de laminación: la Comexi ML2. Una laminadora de gama superior diseñada bajo dos conceptos clave: la versatilidad y la productividad.
Esta laminadora puede trabajar con adhesivos con base solvente, base agua o sin solventes. Proporciona una amplia gama de opciones de laminación y recubrimientos y trabaja con materiales de ancho hasta 1530 milímetros y a una velocidad de 450 metros por minuto. Asimismo, puede realizar todo tipo de recubrimientos y aplicaciones a registro como coldseal, heatseal, tinta o barnices.
Dispone de tecnología de NIP de 3 rodillos que permite aplicar una presión más alta en un menor punto de contacto, obteniendo así una presión uniforme en todo el NIP de laminación, ofreciendo la más alta calidad óptica y reduciendo las roturas y la generación de arrugas. También ofrece un acople rápido de los carros tecnológicos y dispone de camisas dosificadoras. Elementos clave que hacen que la Comexi ML2 sea una laminadora altamente rentable y, sobretodo, productiva.
Sappi lanza Fusion Uncoated, un papel de fibra virgen no estucado para el mercado del cartón ondulado

Sappi amplía su gama de productos Containerboard con un papel de fibra virgen no estucado dirigido al mercado del cartón ondulado. Con el desarrollo de este papel de fibra virgen blanqueado sin estucar, el fabricante especializado amplía su oferta de productos dirigidos al mercado del cartón ondulado de gran volumen. Fusion Uncoated sigue la misma línea del exitoso topliner Fusion. A diferencia del papel Fusion Topliner con doble estucado, Fusion Uncoated presenta una superficie natural sin estucar. Sus posibles ámbitos de aplicación son los envases de cartón ondulado y cartoncillo, donde se requiere una apariencia muy blanca tanto para topliner como backliner y fluting.
La creación de Fusion Uncoated supone un paso lógico para dotar de mayor atractivo la oferta de productos de la gama Containerboard.
Fusion Uncoated no tiene pasta de madera y se caracteriza por un alto grado de blancura y una gran resistencia”, sostiene Bernd Gelder, director del grupo de productos Containerboard de Sappi.
La CANON 2000D será la cámara canon más barata del 2018

La Canon 2000D será la cámara más barata de Canon del 2018, obviamente, de las cámaras DSLR. Probablemente habrá cámaras compactas que serán más económicas, pero la Canon 2000D sería la cámara que deberá tener cualquier usuario que quiera aprender a hacer fotos de calidad comprando una de las últimas cámaras del mercado, y cuyo presupuesto sea muy reducido.
Será el relevo de la Canon 1300D, pero no se llamará Canon 1400D, como se creía, sino que se llamará Canon 2000D. Contará con un sensor APS-C CMOS con una resolución de 24 megapíxeles, así como con un sistema de autoenfoque de 29 puntos de enfoque.
También tendrá una pantalla táctil LCD, que no sería abatible, algo que es lógico en una cámara tan económica.
El que se llame Canon 2000D es porque la Canon 200D ya se ha presentado oficialmente en el 2017, y la nueva Canon 2000D será parecida, siendo una cámara pequeña y ligera, pero más básica y más económica. Se espera que salga a la venta en el primer trimestre de éste 2018.
ESTRATEGIAS PARA ESTUDIOS DE MERCADO

El objetivo principal de un
estudio de mercado es el analizar
si un producto, servicio o negocio
tendrá (o tiene) éxito en el mercado
mediante la estrategia publicitaria
o mercadológica que se está aplicando.
Cuando se habla de estudios de mercado, siempre se piensa que son necesarios únicamente para productos ó servicios que están a punto de salir al mercado, o negocios en proceso de apertura, pero esto no es del todo cierto, ya que incluso los productos, servicios y negocios sólidamente establecidos también realizan esta clase de consultas para conocer el posicionamiento de su producto o servicio que ofrecen a sus clientes.
Existen muchas definiciones de lo que es un estudio de mercado, pero con el tiempo éstas evolucionaron debido al avance de las técnicas de mercadeo predominantes en el mundo comercial, pero su objetivo principal sigue siendo el mismo: analizar si un producto, servicio o negocio tendrá (o tiene) éxito en el mercado mediante la estrategia publicitaria o mercadológica que se está aplicando.
En años anteriores dicho estudio consistía en hacer una serie de encuestas a clientes (o posibles clientes) para comprobar que tanto interés había en el producto o servicio analizado, pero hoy en día, los estudios resultan más dinámicos, porque existe además una interacción directa y personal con la gente, a esto se le llama “Focus groups” (Grupos de enfoque o Grupos focales).
Muchos empresarios piensan que porque su producto ya está “posicionado en el mercado” es inútil realizar estudios de mercado, hay incluso quienes piensan que es un “gasto innecesario”, pero no es así. Un estudio de mercado resulta ser una gran inversión, sobre todo para tener el conocimiento necesario con vistas al futuro de lo que se planea hacer o producir. Por ejemplo, un constructor de viviendas que piensa que “tener un hogar es una necesidad” no toma en cuenta a sus posibles compradores, ni cuanto estarían dispuestos a pagar por dicha vivienda, y por no tomar en cuenta éstas opiniones, se construyen viviendas de alto precio, con acabados que no son del agrado total o peor aún, en zonas no tan convincentes para el comprador final.

Para dar un ejemplo de un estudio de mercado me voy a enfocar en la forma mas moderna de hacerlo: los “Focus Groups”. Estos grupos de enfoque se constituyen de la siguiente manera:
- Realice una encuesta inicial. Dicha encuesta se enviará a un mínimo de 100 personas del entorno de mercadeo, donde se harán preguntas básicas, tales como: nombre, domicilio, ocupación, hasta preguntas para saber en que gastan su dinero, y preguntas directas y específicas sobre el producto o servicio presentado. Una regla de oro es la siguiente: si en el estudio de mercado su producto o servicio no tiene el interés inicial del 5%, entonces tendrá que rediseñar la estrategia, porque seguramente no está en el mercado ideal o está mal dirigido el campo de venta de su producto. Ya que usualmente de ese 5% sólo uno de cada cinco se convertirá en cliente potencial.
- Obtenga de sus mismos encuestados una muestra de población. Con esto se puede formar un grupo de 32 personas (mínimo), con las que profundizará más sobre sus opiniones en torno a su producto o servicio. De esas 32 personas o más bien se puede sacar una muestra representativa de los que mostraron interés real en lo que está promocionando. Llegado a este punto determine los cuatro factores principales de negocio, tales como sus fortalezas, debilidades, amenazas y oportunidades.
- Realice un estudio estadístico y comparativo en gráficas. Esto para determinar perfiles y mercado “meta” dentro de ese grupo de enfoque. Para sus factores de negocio determine siempre sus porcentajes de ocurrencia en cada uno para saber donde enfocar esfuerzos de inversión para mejorar.
- El objetivo final del estudio determinará si su producto o servicio tiene posibilidad en el mercado incluso hasta fijar precio final del mismo, pero sobre todo en determinar el costo de adquisición de un nuevo cliente. Al determinar ese costo usted sabrá si el negocio será rentable o no. Como empresario tendrá que precisar cuanto invertirá para tener un flujo positivo.
Considere lo siguiente cuando haga un estudio de mercado:
- Muchos empresarios no se dan cuenta que la tecnología ha evolucionado y por ende las necesidades de los clientes. Es por eso que se necesita adicionar servicios “post y pre venta”, y para ello, una página web es de gran utilidad, y hoy día, más que necesaria, porque a través de ella se puede tener un contacto directo con el cliente para captar sugerencias o servicios adicionales sobre su producto o servicio. Incluso muchos servicios adicionales (necesarios en su producto) fueron el resultado de las sugerencias en los “grupos de enfoque” al fin de resolver una problemática o queja constante en los clientes. A la par de un sitio en la web, podría pensar en una aplicación para Smartphone, así tendrá la comunicación constante de sus clientes en tiempo real.
- Todo negocio tiene clientes constantes y nuevos clientes. Tenga siempre en cuenta que vale mas un cliente establecido (porque es el que le genera ganancias seguras y constantes) a un cliente nuevo, el cual no lo conoce y por ende no sabe si al comprarle un producto o adquirir un servicio será por esa única ocasión. Siempre valore más al cliente existente que invertir en clientes nuevos. Las instituciones bancarias cometen constantemente este error , y ofrecen más beneficios a quienes llegan de primera vez, que a sus propios derechohabientes.
- Siempre incluya en su estudio a clientes de la competencia, esto sirve porque le dirán con franqueza el por qué “no les gusta su servicio o su producto” y prefieren al competidor.
- Incluya en el estudio el precio adecuado. Esto sirve para determinar si es momento de bajar o subir el precio. No acostumbre al mercado a dar precios bajos para tener clientes, piense mejor en estrategias como “servicios adicionales” o elaborar paquetes de servicios. Muchas empresas implementan esto y bajan el precio del producto base pero paralelamente ofrecen servicios adicionales y en muchos casos su ganancia esta en la venta de “esos” adicionales porque ahí hay mas margen de ganancia que en el mismo precio base.
- Considere un estudio de mercado para el extranjero. Muchas veces hay negocios que por su tipo de cultura o tecnología no son competitivos en su mercado local o nacional pero tienen oportunidad en mercados extranjeros.
- En productos de prestigio recuerde que bajar un precio a ser mas competitivo con sus competidores no resulta benéfico para la empresa. Los productos de prestigio son para clientes con solvencia económica que están dispuestos a pagar más dinero con el fin de tener una alta calidad y exclusividad en el
producto. - En sus entrevistas siempre pregunte el motivo del por qué escogieron su empresa, producto o servicio, y si es posible realice una grabación en video de las entrevistas, y vea las reacciones de sus clientes. Le recomiendo incluso,que sea participante (incognito) y comente con los demás participantes de forma objetiva esa retroalimentación de datos e información que puede ayudarle a mejorar su servicio o su producto.
 00Si usted desea emprender un nuevo negocio y esta indeciso en algún producto o servicio, considere un estudio de mercado sobre lo que tiene en mente promocionar o vender, esto le servirá para determinar si tiene oportunidades en éste ramo o mejor cambia de estrategia o
00Si usted desea emprender un nuevo negocio y esta indeciso en algún producto o servicio, considere un estudio de mercado sobre lo que tiene en mente promocionar o vender, esto le servirá para determinar si tiene oportunidades en éste ramo o mejor cambia de estrategia o
de giro.
Siempre tenga esto en mente: antes de realizar una inversión haga un estudio de mercado y sea honesto con usted mismo. Recuerde que hay mucho que ganar, esa será la clave del éxito.
PHILLIPS presenta el nuevo monitor con adobe RGB, QHD con HDR y USB-C

La nueva pantalla 328P6AUBREB Philips Brilliance QHD con HDR (High Dynamic Range) dispone de un panel de 32 pulgadas, una gran calidad de imagen y conexión USB 3.1 tipo C para mejorar la productividad y ofrecer una mayor comodidad al usuario. El fino conector, reversible, UCB-C permite a los usuarios cargar, transferir señal de vídeo y audio, y conectarse a Internet: todo con un solo cable. Por lo tanto, el monitor se convierte instantáneamente en un hub y sirve como una estación de acoplamiento, sin tener que usar espacio adicional en el escritorio. También permite enlazar múltiples monitores fácilmente, algo muy útil, por ejemplo, para los diseñadores gráficos.
La tecnología HDR garantiza un brillo y contraste excepcionales, así como una rica paleta de nuevos colores cautivadores nunca antes vistos en una pantalla convencional. El panel de 10 bits está respaldado por el procesamiento interno de 12 bits para colores naturales y degradados suaves, con el 99% de Adobe RGB y el 100% sRGB (CIE 1973), el modelo 328P6AUBREB ofrece estándares de color profesionales y su resololución de 2560 x 1440 píxeles brinda imágenes nítidas y hace que los gráficos cobren vida. Por otro lado, gracias a la tecnología IPS, el monitor se puede ver desde un ángulo de 178° sin perder la precisión del color o el brillo constante que exigen las aplicaciones profesionales.
Más allá de su conectividad e imágenes sorprendentes, la pantalla QHD de 32 pulgadas cuenta con muchas de las características que le han valido a Philips para ganarse su buena reputación, como el soporte ergonómico ajustable SmartErgoBase, que permite a los usuarios inclinar, girar y elevar la pantalla para una máxima comodidad visual.
El monitor Philips 328P6AUBREB P-line salió a la venta a principios de año con un costo aproximado de 450 dólares.
LA MATERIA PRIMA DE LA IMPRESIÓN 3D

Cuando se habla de esta tecnología
es común describir sus bondades y alcances,
así como el equipo necesario;
pero pocas veces se tiene en cuenta
un factor fundamental: el consumible,
es decir el plástico con el que construyen
los diseños.
Sin duda una de las grandes revoluciones tecnológicas de los últimos años es la impresión en tercera dimensión, sectores comerciales e industriales de los más diversos se han visto beneficiados con este desarrollo y no resulta difícil imaginar que en un futuro cercano la mayoría de los productos que consumimos sean resultado de esta técnica de impresión.
Cuando se habla de esta tecnología es común describir sus bondades y alcances, así como el equipo necesario; pero pocas veces se tiene en cuenta un factor fundamental: el consumible, es decir el plástico con el que construyen los diseños. En el mercado existe una enorme variedad de ellos y desde su surgimiento no han dejado de perfeccionarse, por lo que elegir el ideal para cada proyecto es una tarea que se ha vuelto más compleja y requiere atención especial.
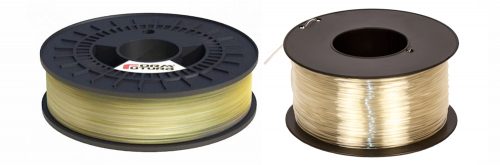
Tipos de filamentos plásticos
El filamento plástico es la materia prima de la impresión en tercera dimensión y se trata de un polímero que se comercializa en una presentación similar a la de un hilo, pues se trata de un cordón de plástico termoformable. Debido a que existen muchos tipos de filamentos, es muy importante que el usuario sea consciente de las necesidades del proyecto que desea imprimir, así como las características de su equipo, como las temperaturas que alcanza, la velocidad a la que trabaja, etcétera. La mayoría de estos filamentos pueden comprarse en línea, de modo que lo más recomendable es acudir a una marca recomendada y de confianza, pues existen opciones muy económicas que incluso pueden dañar la impresora.
Para elegir el filamento más adecuado, es importante primero conocer todos los tipos que existen, estos son algunos de los más populares:
Filamentos ABS: es el plástico más conocido en el mundo de la impresión 3D e incluso fuera de la industria, pues con él se fabrican los famosos juguetes LEGO. Es particularmente recomendable cuando se requiere imprimir piezas muy fuertes y duraderas y prácticamente cualquier equipo 3D lo admite sin problemas. Sin embargo, debido a que se requiere una alta temperatura para fundirlo, es importante tomar medidas estrictas de seguridad, además de que libera un olor intenso a plástico quemado, por lo que se recomienda imprimir en un área con mucha ventilación. La impresora debe configurarse a 250º centígrados el extrusor y 80º centígrados el lecho.
Este material se puede mecanizar, pulir, lijar, limar, pintar o pegar con mucha facilidad, sin sacrificar el acabado. Gracias además a que es muy resistente y ligeramente flexible, es ideal para aplicaciones industriales.
 Filamentos PLA: se trata de un material muy versátil apto para muchas aplicaciones debido a que es muy resistente, pues tiene una menor tendencia que el filamento APS a dividirse en capas. Una de las más destacadas cualidades de este material es que es biodegradable y no emite gases nocivos; además tiene un punto de fusión inferior al filamento ABS, lo que permite imprimir a velocidades más altas. El PLA es ideal para el prototipado de piezas que tienen mucho detalle ya que tiene una alta precisión que conlleva a resultados más suaves. Para trabajar con este material es necesario configurar la impresora con una temperatura del extrusor de 210º centígrados y una temperatura del lecho de 45º centígrado.
Filamentos PLA: se trata de un material muy versátil apto para muchas aplicaciones debido a que es muy resistente, pues tiene una menor tendencia que el filamento APS a dividirse en capas. Una de las más destacadas cualidades de este material es que es biodegradable y no emite gases nocivos; además tiene un punto de fusión inferior al filamento ABS, lo que permite imprimir a velocidades más altas. El PLA es ideal para el prototipado de piezas que tienen mucho detalle ya que tiene una alta precisión que conlleva a resultados más suaves. Para trabajar con este material es necesario configurar la impresora con una temperatura del extrusor de 210º centígrados y una temperatura del lecho de 45º centígrado.
El PLA es más usado con fines domésticos y los procesos como mecanizar, pintar o pegar son más complejos, aunque cuenta con una mayor gama de colores.
Filamentos PVA: es un material soluble en agua y se adhiere con mucha facilidad a diferentes tipos de plásticos, por lo que es excelente para la doble extrusora de impresión 3D. Estas características sin embargo, hacen que no sea un material muy maleable, por lo que se requiere de cierta experiencia en impresión 3D. La temperatura del extrusor debe ser de 200º centígrados y el lecho de 60º centígrados.
Filamentos de nylon: al igual que el plástico ABS, requiere temperaturas de impresión muy altas, lo cual podría significar en ocasiones equipos de más alto rendimiento que el promedio. La impresora debe configurarse en 245º centígrados la temperatura del extrusor, y 80º centígrados el
lecho.
Filamentos de FLEX: uno de los materiales más atractivos por su alta flexibilidad, el FLEX es un material muy fuerte, es usado en la impresión de objetos con propiedades elásticas, garantizando una alta resistencia. La configuración de la impresora debe ser de entre 210 y 255º centígrados la temperatura del extrusor y entre 20 y 50 grados centígrados la temperatura del lecho.
Todos estos filamentos están disponibles en distintos colores y si bien todos son compatibles con la mayor parte de impresoras en el mercado, cada uno de ellos requiere una configuración distinta; elegir el ideal para cada proyecto consiste en verificar las temperaturas que requieren, así como su resistencia.
 Evolución a pasos agigantados
Evolución a pasos agigantados
En solo unos años, los filamentos se han perfeccionado enormemente e incluso han ido surgiendo nuevos plásticos compuestos que no solamente son resistentes, sino que logran acabados más atractivos. La marca Leapfrog, por ejemplo, ha puesto a la venta el filamento Pro Carbon, compuesto en un 20 por ciento de carbono y plástico PET-G, lo que proporciona resultados más ligeros pero dos veces más rígidos, resistentes al calor y al impacto.
El filamento Pro Híbrido, por su parte, es un material que reúne lo mejor del ABS y el PLA, pues permite imprimir muy rápido, es más durable que el PLA y no tiene problemas de deformación. Además no es tóxico, tiene una excelente resistencia química y puede estar en contacto con alimentos.
Si el impresor está buscando un acabado más natural y orgánico, el filamento Pro Madera es una gran opción, se trata de un material compuesto de PLA y fibras de madera que permiten impresiones muy ligeras y más rígidas con un ligero olor a madera. Ya que el componente PLA está hecho a base de maíz, este filamento es no inflamable, biodegradable y no tóxico.
Por supuesto, estos materiales especiales son más costosos que los tradicionales, rondando los mil pesos
cada carrete.
Tendencias verdes
Ya sea por el interés de contribuir al cuidado del medio ambiente, o por generar un ahorro económico para los usuarios, en el mercado de la impresión 3D han surgido equipos para reciclar plásticos y fabricar filamentos, pues éstos siguen siendo muy costosos. Los más populares del mercado como el ABS o el PLA pueden llegar a costar alrededor de 500 pesos el kilo, mientras que estas máquinas pueden fabricar un kilo por 100 pesos.
Recientemente en Canadá se diseñó la ProtoCycler, una máquina que recicla el plástico de cualquier objeto y lo convierte en el preciado filamento para imprimir en 3D. El equipo es muy fácil de usar y puede procesar botellas, juguetes de plástico e incluso desperdicios de una impresora 3D o prototipos fallidos. Cuando se añade el material, la máquina lo tritura y lo funde a altas temperaturas de forma rápida, tiene la capacidad de extruir 3 metros de bobina por segundo. Además, el usuario puede elegir el color del filamento.
Si consideramos el ahorro que una máquina como esta puede significar para el impresor, su precio es realmente bajo, pues ronda los 13 mil pesos. Por supuesto, como es fácil imaginar, el filamento que se obtiene de materiales reciclados, aunque es de muy buena calidad, no tiene las mismas cualidades de resistencia o acabado que los polímeros más avanzados.
Equipos como el ProtoCycler pueden significar un aumento en la popularidad de la impresión 3D, ya que sería una tecnología mucho más asequible. Mientras tanto, es indudable que los próximos años esta tendencia seguirá evolucionando y cada vez sabremos de materiales más inteligentes y eficaces.
Xerox presentó sus nuevas gamas de impresoras y dispositivos multifunción Versalink y Altalink.

Con su tecnología ConnectKey que incluye hasta 29 nuevos modelos que comparten una misma arquitectura Xerox presentó su nueva gama de impresoras y multifuncionales Versalink y Altalink.
La nueva gama consta de 19 modelos de la serie Versalink para grupos de entre 5 y 15 usuarios, mientras que las Altalink están orientadas a grupos de hasta 50 usuarios por dispositivo.
La clave de la nueva gama es que comparten los controladores y que son una plataforma fácil de usar, conectada a la nube y totalmente abierta para que integradores, partners o las propias empresas las adapten a sus negocios.
De este modo, con una gran sencillez, se pueden crear aplicaciones y flujos de trabajo personalizados para cualquier empresa, desde imprimir una carta de agradecimiento personalizada o un catálogo, hasta realizar una gestión automatizada de un flujo de trabajo más complejo.
Estos equipos están además integrados con sistemas empresariales como SAP, Office 365, así como sistemas de almacenamiento en la nube como DropBox o Google Drive, y los usuarios pueden directamente acceder a una tienda de aplicaciones integrada en el dispositivo gracias a que se maneja además como si fuese una tableta.
Elimina fotos duplicadas y gana espacio con Duplicate manager photo, de NERO 2018 platinium
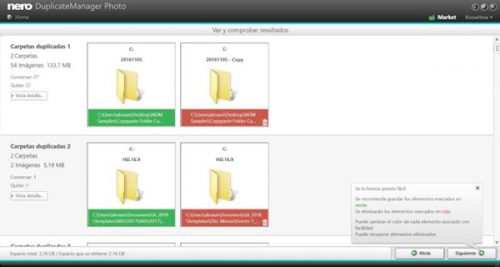
Gran cantidad de contenido audiovisual duplicado se va almacenando poco a poco en nuestro PC o disco duro externo sin que nos demos cuenta. El programa DuplicateManager Photo, de la empresa Nero, localiza rápido el contenido duplicado y lo elimina de forma segura, además de proporcionar recomendaciones sobre qué archivos es seguro guardar o eliminar. Esto hace posible no solo conservar los contenidos deseados y ahorrar espacio de almacenamiento, sino también mantener la biblioteca multimedia en buen estado de la forma más sencilla.
Duplicate Manger Photo es una herramienta incluida en la suite Nero 2018 Platinum y entre otros problemas típicos soluciona: carpetas con contenido idéntico copiado a varias unidades o rutas de carpeta, carpetas con contenido idéntico pero con un nombre de carpeta diferente copiado en varias unidades o rutas de carpeta, fotos con contenido idéntico copiadas varias veces por accidente o fotos con contenido idéntico pero con un nombre diferente copiado varias veces por accidente. Y lo soluciona en tres pasos. Primero detecta los archivos duplicados, luego muestra una descripción general con una propuesta de guardar/eliminar y, por último, muestra los archivos eliminados ofreciendo la posibilidad de eliminarnos de la papelera de reciclaje o restaurarlos.
LA MATERIA PRIMA EN LA IMPRESIÓN 3D
Cuando se habla de esta tecnología
es común describir sus bondades y alcances,
así como el equipo necesario;
pero pocas veces se tiene en cuenta
un factor fundamental: el consumible,
es decir el plástico con el que
construyen los diseños.
Sin duda una de las grandes revoluciones tecnológicas de los últimos años es la impresión en tercera dimensión, sectores comerciales e industriales de los más diversos se han visto beneficiados con este desarrollo y no resulta difícil imaginar que en un futuro cercano la mayoría de los productos que consumimos sean resultado de esta técnica de impresión.
Cuando se habla de esta tecnología es común describir sus bondades y alcances, así como el equipo necesario; pero pocas veces se tiene en cuenta un factor fundamental: el consumible, es decir el plástico con el que construyen los diseños. En el mercado existe una enorme variedad de ellos y desde su surgimiento no han dejado de perfeccionarse, por lo que elegir el ideal para cada proyecto es una tarea que se ha vuelto más compleja y requiere atención especial.
Tipos de filamentos plásticos
El filamento plástico es la materia prima de la impresión en tercera dimensión y se trata de un polímero que se comercializa en una presentación similar a la de un hilo, pues se trata de un cordón de plástico termoformable. Debido a que existen muchos tipos de filamentos, es muy importante que el usuario sea consciente de las necesidades del proyecto que desea imprimir, así como las características de su equipo, como las temperaturas que alcanza, la velocidad a la que trabaja, etcétera. La mayoría de estos filamentos pueden comprarse en línea, de modo que lo más recomendable es acudir a una marca recomendada y de confianza, pues existen opciones muy económicas que incluso pueden dañar la impresora.
Para elegir el filamento más adecuado, es importante primero conocer todos los tipos que existen, estos son algunos de los más populares:
Filamentos ABS: es el plástico más conocido en el mundo de la impresión 3D e incluso fuera de la industria, pues con él se fabrican los famosos juguetes LEGO. Es particularmente recomendable cuando se requiere imprimir piezas muy fuertes y duraderas y prácticamente cualquier equipo 3D lo admite sin problemas. Sin embargo, debido a que se requiere una alta temperatura para fundirlo, es importante tomar medidas estrictas de seguridad, además de que libera un olor intenso a plástico quemado, por lo que se recomienda imprimir en un área con mucha ventilación. La impresora debe configurarse a 250º centígrados el extrusor y 80º centígrados el lecho.
Este material se puede mecanizar, pulir, lijar, limar, pintar o pegar con mucha facilidad, sin sacrificar el acabado. Gracias además a que es muy resistente y ligeramente flexible, es ideal para aplicaciones industriales.
Filamentos PLA: se trata de un material muy versátil apto para muchas aplicaciones debido a que es muy resistente, pues tiene una menor tendencia que el filamento APS a dividirse en capas. Una de las más destacadas cualidades de este material es que es biodegradable y no emite gases nocivos; además tiene un punto de fusión inferior al filamento ABS, lo que permite imprimir a velocidades más altas. El PLA es ideal para el prototipado de piezas que tienen mucho detalle ya que tiene una alta precisión que conlleva a resultados más suaves. Para trabajar con este material es necesario configurar la impresora con una temperatura del extrusor de 210º centígrados y una temperatura del lecho de 45º centígrado.
El PLA es más usado con fines domésticos y los procesos como mecanizar, pintar o pegar son más complejos, aunque cuenta con una mayor gama de colores.
Filamentos PVA: es un material soluble en agua y se adhiere con mucha facilidad a diferentes tipos de plásticos, por lo que es excelente para la doble extrusora de impresión 3D. Estas características sin embargo, hacen que no sea un material muy maleable, por lo que se requiere de cierta experiencia en impresión 3D. La temperatura del extrusor debe ser de 200º centígrados y el lecho de 60º centígrados.
Filamentos de nylon: al igual que el plástico ABS, requiere temperaturas de impresión muy altas, lo cual podría significar en ocasiones equipos de más alto rendimiento que el promedio. La impresora debe configurarse en 245º centígrados la temperatura del extrusor, y 80º centígrados el
lecho.
Filamentos de FLEX: uno de los materiales más atractivos por su alta flexibilidad, el FLEX es un material muy fuerte, es usado en la impresión de objetos con propiedades elásticas, garantizando una alta resistencia. La configuración de la impresora debe ser de entre 210 y 255º centígrados la temperatura del extrusor y entre 20 y 50 grados centígrados la temperatura del lecho.
Todos estos filamentos están disponibles en distintos colores y si bien todos son compatibles con la mayor parte de impresoras en el mercado, cada uno de ellos requiere una configuración distinta; elegir el ideal para cada proyecto consiste en verificar las temperaturas que requieren, así como su resistencia.
Evolución a pasos agigantados
En solo unos años, los filamentos se han perfeccionado enormemente e incluso han ido surgiendo nuevos plásticos compuestos que no solamente son resistentes, sino que logran acabados más atractivos. La marca Leapfrog, por ejemplo, ha puesto a la venta el filamento Pro Carbon, compuesto en un 20 por ciento de carbono y plástico PET-G, lo que proporciona resultados más ligeros pero dos veces más rígidos, resistentes al calor y al impacto.
El filamento Pro Híbrido, por su parte, es un material que reúne lo mejor del ABS y el PLA, pues permite imprimir muy rápido, es más durable que el PLA y no tiene problemas de deformación. Además no es tóxico, tiene una excelente resistencia química y puede estar en contacto con alimentos.
Si el impresor está buscando un acabado más natural y orgánico, el filamento Pro Madera es una gran opción, se trata de un material compuesto de PLA y fibras de madera que permiten impresiones muy ligeras y más rígidas con un ligero olor a madera. Ya que el componente PLA está hecho a base de maíz, este filamento es no inflamable, biodegradable y no tóxico.
Por supuesto, estos materiales especiales son más costosos que los tradicionales, rondando los mil pesos
cada carrete.
 Tendencias verdes
Tendencias verdes
Ya sea por el interés de contribuir al cuidado del medio ambiente, o por generar un ahorro económico para los usuarios, en el mercado de la impresión 3D han surgido equipos para reciclar plásticos y fabricar filamentos, pues éstos siguen siendo muy costosos. Los más populares del mercado como el ABS o el PLA pueden llegar a costar alrededor de 500 pesos el kilo, mientras que estas máquinas pueden fabricar un kilo por 100 pesos.
Recientemente en Canadá se diseñó la ProtoCycler, una máquina que recicla el plástico de cualquier objeto y lo convierte en el preciado filamento para imprimir en 3D. El equipo es muy fácil de usar y puede procesar botellas, juguetes de plástico e incluso desperdicios de una impresora 3D o prototipos fallidos. Cuando se añade el material, la máquina lo tritura y lo funde a altas temperaturas de forma rápida, tiene la capacidad de extruir 3 metros de bobina por segundo. Además, el usuario puede elegir el color del filamento.
Si consideramos el ahorro que una máquina como esta puede significar para el impresor, su precio es realmente bajo, pues ronda los 13 mil pesos. Por supuesto, como es fácil imaginar, el filamento que se obtiene de materiales reciclados, aunque es de muy buena calidad, no tiene las mismas cualidades de resistencia o acabado que los polímeros más avanzados.
Equipos como el ProtoCycler pueden significar un aumento en la popularidad de la impresión 3D, ya que sería una tecnología mucho más asequible. Mientras tanto, es indudable que los próximos años esta tendencia seguirá evolucionando y cada vez sabremos de materiales más inteligentes y eficaces.
Antares, la nueva impresora de resina, de Sharebot.
 La empresa italiana Sharebot, continua expandiendo su catálogo, esta vez con la Antares, su nueva impresora de gran formato 3D, SLA de resina.
La empresa italiana Sharebot, continua expandiendo su catálogo, esta vez con la Antares, su nueva impresora de gran formato 3D, SLA de resina.
Aunque ahora está concentrada en sus FDM industriales de gran formato, en Sharebot piensan en todo. La Antares es su segunda impresora de resina tras la Spirit -una DLP de medio formato. Como se sabe, las impresoras “de resina”solidifican resina fotosensible gracias a una fuente de luz, led en el caso de la Spirit. Pero la Antares no es DLP sino SLA, esto es, que solidifica resina gracias a una fuente de luz láser -150 Mw-, un rayo láser -405 Nm-.
Pero la gran diferencia con la impresora americana Form2, es que la Antares es una SLA de gran formato, industrial.
Su volumen de impresión es de 250 x 250 x 250 mm, con una resolución de capa de 50 micrones.
Su resolución XY es de 100 micrones, mejorable.
Puede ser controlada remotamente a través de Internet -browser- y como slicer recomiendan Kissslicer, Slic3r, Simplify3D y Cura.
No se tiene hasta el momento fecha de lanzamiento oficial ni precio, sólo se sabe que será en los primeros meses de 2018.
La llegada de la Antares es una muy buena noticia ya que la tecnología SLA láser había quedado relegada a la Form2. Siempre es bueno que haya competencia.
OPCIONES PARA CORTAR CON PRECISIÓN

Las tendencias de impresión cambian constantemente, como vimos en el artículo de novedades en la impresión UV, las propensiones de un mercado maduro como el mexicano van hacia el encuentro de nuevos nichos de mercado que antes eran imposibles de cubrir con sistemas de impresión tradicionales.
Recordemos los días cuando la impresión en vinil no era común, el vinil era un material de color flexible y adhesivo con el que se rotulaban la mayoría de los negocios, en ese momento fue cuando nacieron los plotters de corte. El plotter de corte es un dispositivo similar a una impresora cuya función es cortar diseños en lugar de imprimir.
El proceso era laborioso, una vez que teníamos nuestro diseño se pasaba a vectores con algún programa como Corel Draw o Adobe illustrator, una vez separados los colores (recuerden que no se nos permitían los degradados, ya que los cambios en el color los daban los distintos tonos de vinil que tuviéramos disponibles) se mandaba a cortar cada color por separado, para después depilarlo o limpiarlo (quitar el vinil sobrante interior en las letras, por ejemplo A u O) y después transferir todo el conjunto al papel soporte para llegar con el cliente y colocarlo en el lugar que se deseaba.
Pero la impresión sobre vinil en gran formato llegó a cambiarlo todo, ya no había necesidad de aplicar tanto corte para letras y logotipos, ya que simplemente se imprimían sobre vinil blanco y listo. Este desarrollo de la impresión también atrajo otros mercados, como el del POP o displays, entonces, se imprimía sobre el vinil, posteriormente se pegaba a un cartón o material rígido y se cortaba con una sierra profesional.
Entonces llegó la impresión sobre rígidos. Y con ellos un nuevo mundo de posibilidades.
Los Routers
Los Routers y láser CNC creados para procesos industriales, fueron uno de los protagonistas de este cambio. Las máquinas CNC son herramientas de trabajo automatizadas, que son operadas por comandos programados codificados en un módulo de servicio (computadora).
Antes de la llegada de los equipos CNC (Control Numérico por Computadora), el operador manipulaba las máquinas fresadoras manualmente. La calidad de los productos (por ejemplo madera para muebles) dependía de la habilidad de la persona encargada. Esto originaba una enorme cantidad de problemas, como variación en las medidas de los productos o desperdicios de material que sobrepasan los límites aceptables inherentes a la producción. El operar la máquina manualmente también bajaba la eficiencia de trabajo del encargado, ya que suponía más movimientos y atención en la producción.
A finales del año 1949, e inicios del 50, en Estados Unidos, el control numérico que conocemos ahora comenzaba a surgir con las cintas perforadas. Éstas eran unas largas tiras de papel con perforaciones que almacenaban datos. Sin embargo, la tecnología no se quedó allí. En algún momento esta herramienta evolucionó. Como no era una idea perfeccionada aún, cada fabricante tenía que crear su propio lenguaje para cada programa cuando quería utilizar o vender lo que comenzaba a visualizarse como una máquina CNC.
Para 1970, la industrialización con herramientas de trabajo automatizadas bajó los costos de mano de obra. La tecnología previa a esa década fue quedando obsoleta. Las máquinas hidráulicas y manuales fueron rezagadas. Estados Unidos se encontraba en la cima de la industria tecnológica y otros países aspiraban a estas innovaciones.
Hoy en día los equipos CNC existentes son mucho más rápidos y confiables. Tienen características de automatización con especificaciones a requerimientos de cada empresa manufacturera. Inclusive, las funciones de administración de la herramienta se han vuelto más complejas en su diseño pero fáciles para operación.
La precisión que se logra mediante el CNC cambió la industria. Ahora se puede imprimir directamente sobre el material, por ejemplo poliestireno o MDF y después llevar la misma pieza ya impresa a un Router para que lo corte sin problemas y con una precisión antes imposible.
La llegada del láser
También la tecnología para producir láseres cambio, de ser enormes máquinas que se sobrecalentaban peligrosamente, se convirtieron en una herramienta accesible gracias al abaratamiento de sus componentes y el desarrollo tecnológico. LASER significa Light Amplification by Stimulated Emission of Radiation (amplificación de la luz por emisión estimulada de radiación), esto es lo que ocurre en el interior del tubo láser. En otras palabras, el láser es un dispositivo que emite una luz especial, tiene el aspecto de una varilla recta, casi sólida pero invisible al ojo humano e intensamente luminosa. No es más que luz pero muy distinta de la normal. Es de un solo color y se propaga en un haz de caras casi paralelas. En este haz todas las ondas luminosas avanzan a la par y así contribuyen a crear una luz muy concentrada y brillante.
Hay muchos tipos de láser, pero el que estamos acostumbrados a ver en nuestra industria es el de CO2, es un láser de gas, pulsante y muy potente. Un láser pulsante emite un haz que no es continuo, sino que está formado por una serie de impulsos de luz cortísimos. Los láseres pulsantes son los más potentes, porque su fuerza se concentra en impulsos muy
breves.

Ambas tecnologías se han popularizado gracias a sus prestaciones tanto en costo como potencial creativo, pues ambas funcionan a través de trazos creados por distintos programas de diseño 2d o 3d como pueden ser illustrator, rhinoceros, autocad, o corel draw, entre otros.
Muchas veces nos preguntamos ¿Cuál de ambas tecnologías es la más indicada para nuestro diseño? Es por eso que aquí mencionamos algunos factores a considerar a la hora de decidirnos:
Router CNC
– El material es cortado o devastado por medio de brocas o navajas, usualmente llamados cortadores, esto genera una merma de material en relación al ancho de la broca, entre más ancha es habrá más desperdicio, además se debe considerar usualmente 3 veces el tamaño de la broca para que las piezas tengan un corte correcto. Otro detalle es que el mismo grosor de la broca genera ángulos con redondeces del tamaño del grosor de la broca por lo que los ángulos siempre tendrán un redondez.
-Se puede generar una forma de profundidad o repujado en base a los milímetros que requerimos sobre materiales suaves, pues es una instrucción desde el programa, basado en que tanto queremos que la broca baje en la dirección z (profundidad de corte), con esto podemos crear formas extruidas en materiales como la madera o MDF.
– El canto de los materiales cortados en router, queda del mismo color del material al ser un proceso de corte por medio de cortadores.
– La velocidad de corte en el material suele ser más rápida. El grosor de los materiales no suele ser un problema, pues entre ambas máquinas, esta es la que puede resultar mas versátil, al ofrecernos una gran gama de cortadores (brocas) para distintos materiales, así como medidas de las mismas.

– El acabado de las piezas en los cantos suele necesitar trabajo de lija para eliminar los puentes o costillas que requieren las piezas para su fijación, sin embargo deja las caras de material limpias.
– Se requiere de extractores que vaya recogiendo la viruta producida por el proceso de corte.
Láser CNC
– El material es cortado o devastado por un haz de luz concentrado, por lo que la merma suele ser mínima de un orden de +- 1mm debido al grosor del haz de luz.
– El desbaste o grabado que se genera por el láser no se puede regular pues depende el material que se esta cortando, es normalmente usado para grabar logos, letras o imágenes ( como si se tratara de 1 tinta).
– Los cantos de los materiales que son cortados en láser, tienen un aspecto negro/café debido a que el haz de luz que hace los cortes quema el material. Además hay que decir que el PVC no debe ser cortado con láser ya que además de que puede dañar el equipo, los gases que despide este proceso son sumamente tóxicos y han comprobado ser cancerígenos, por lo que cortar este material con láser esta prohibido en algunos países.
– El grosor es un factor a considerar ya que al ser un corte determinado por la potencia del tubo de la máquina en cuestión, este muchas veces no pasa de 12mm en el caso de materiales suaves como el MDF o triplay.
– El acabado de las piezas en los cantos normalmente no necesitan trabajo, salvo que se le quiera quitar la coloración oscura debido al corte del rayo láser. En el caso del corte láser este suele necesitar trabajo de lijado en las caras, debido a que el haz de luz que hace el corte suele dejar una coloración café en las partes donde pasa el rayo.
– Se pueden lograr cortes en ángulos perfectos en el material debido a que la luz del láser no suele tener un diámetro de más de 1 milímetro. Esto permite también el grabado de textos muy pequeños que resultarían muy difíciles de lograr en un Router de broca.
– El marcado con láser es muy rápido, además de ser resistente a la abrasión, al calor y al ácido.
– Se requiere de un equipo de succión que absorba el humo y polvo producido por el proceso de corte con el láser.
– El láser trabaja a una distancia focal específica, determinada por el lente que equipa a la máquina. Esta distancia debe ser bastante exacta ya que a dicha altura es donde el láser concentra su potencia y definición. Todas las máquinas se pueden ajustar mediante un calibre manual, en algunas el sistema es manual mientras que en otras es mecánico. Otras directamente vienen equipadas de fábrica con un sensor de Autofoco
Diferencias en los archivos
Otra diferencia radical entre los dos sistemas es la forma en que trabajan los archivos una máquina de grabado y corte láser tiene la ventaja: que genera un óptimo aprovechamiento del material porque la sangría de corte es muy reducida. A diferencia de otros sistemas de corte, las paredes del láser son paralelas entre sí, perpendiculares al objeto y no redondeadas. Los diseños no tienen casi margen de error, en los procesos de corte por fresa o broca nos será imposible dejar un ángulo recto, por lo que los archivos deben ser tratados de forma distinta, siempre considerando el grosor de la broca.
En la actualidad hay equipos que conjuntan los dos sistemas en una sola máquina, como el sistema COLEX lo que ofrece versatilidad y desempeño.
La distancia desde los primeros plotters de corte de vinil a los modernos Routers CNC es enorme, si bien los plotters de corte se siguen usando en su nicho, los equipos más modernos nos permiten cortar una gran variedad de materiales, flexibles o rígidos, desde tela hasta madera, o metal todo esta en encontrar cual es la máquina adecuada para nuestro negocio
La NFl crearía su propio calzado con Impresoras 3D

Esto debido a que Nike, encargada de confeccionar los uniformes de la liga, estaría trabajando de la mano con un fabricante de impresoras y otros artículos electrónicos, para crear un desarrollador de calzado en 3D especial para cada franquicia.
Según el portal It Business, la implementación de esta tecnología será benéfica no solo para la marca de la palomita, que se ahorrará la maquila de las zapatillas, también porque cada jugador tendrá un calzado óptimo y personalizado en sus pies.
De acuerdo con ESPN, esta no sería la primera vez que se utilicen impresoras 3D para artículos de la NFL, en el Super Bowl 50 el apoyador de los Carolina Panthers, Thomas Davis, utilizó una protección en su brazo fabricada a través de una impresora 3D luego de sufrir una fractura. Algunos zapatos de futbol de esta marca ya son fabricados a través de impresoras 3D.
Select Subjet, nueva herramienta de ADOBE PHOTOSHOP
 01
01
Todos los que hemos usado Photoshop podemos estar de acuerdo en que seleccionar un objeto para editar puede resultar tedioso y molesto, ya que requiere trabajo, tiempo, precisión y mucha paciencia. Pues al parecer Adobe está dispuesto a resolver éste problema y ahorrarnos tiempo. Select Subject, es la nueva herramienta que llegará en la próxima versión de Photoshop CC, la cual aún no tiene fecha de lanzamiento.
‘Select Subject’ se basa en la plataforma de inteligencia artificial Adobe Sensei, la cual se basa en machine learning y conocimos en un inicio en 2016, incluso ya hemos visto algunas de las bondades de Sensei al ser capaz de diseñar páginas web con una intervención mínima del usuario. Eso quiere decir que uno podrá seleccionar objetos muy detallados dentro de una imagen con sólo seleccionar y hacer “click” para a su vez ser editados, todo sin el tedioso trabajo de selección manual. Un punto importante, es que también es capaz trabajar sobre detalles más complicados como la piel y el pelo.
Por supuesto la herramienta no es perfecta, pero nos ayudará a ahorrar tiempo al tener todo casi listo, además de que mejorará con el tiempo gracias al machine learning. Ahora sólo nos queda esperar la fecha oficial de lanzamiento del nuevo Photoshop para finalmente probar esta característica y ver si cumple con todo lo que promete.
TINTAS PLASTISOL Y BASE AGUA

Las tintas base agua
(es decir tintes o pigmentos en
suspensión con agua como disolvente)
se caracterizan por secarse mediante
evaporación y fijarse a la prenda con
temperaturas especiales o sin ellas
usando fijadores o catalizadores.

Al ser una de las técnicas más populares de la industria gráfica, la serigrafía ha atravesado desde su surgimiento un largo proceso de evolución que se traduce en la diversificación de los materiales y los consumibles que usa, lo cual hace de ella una tecnología muy adaptable. Hoy en día el impresor y el público en general pueden obtener exactamente lo que desean de un objeto impreso y ese es un valor que la serigrafía ha sabido
aprovechar.
Las tintas no son una excepción a esta adaptabilidad y de hecho son dos tipos principales los que se usan en esta técnica de impresión: las tintas base agua (es decir tintes o pigmentos en suspensión con agua como disolvente), caracterizadas por secarse mediante evaporación y fijarse a la prenda con temperaturas especiales o sin ellas usando fijadores o catalizadores. Y las tintas plastisol, que son aquellas fabricadas con una base de resina PVC, plastificante y aditivos; para curarse, o fijarse a la prenda, esta tinta requiere de altas temperaturas. La tinta plastisol es termoplástica, por lo que es necesario aumentar la temperatura de la película de tinta impresa a un nivel lo suficientemente alto para lograr que las moléculas formen una especie de retícula con la resina de PVC y el plastificante, de esta forma la impresión será más resistente.
La tinta perfecta
Aunque ambos tipos de tintas, la base agua y la plastisol, son muy populares entre los impresores de serigrafía, decir que una u otra es mejor sería un juicio muy impreciso, pues cada una sirve a fines distintos y tienen pros y contras. Mientras que el plastisol es muy recomendable para imprimir prendas terminadas como camisetas o remeras, las tintas base agua se usan para imprimir rollos de tela de algodón para mantelería, cortinas, vestidos u otras prendas donde se requiere cero tacto. Estas son algunas de las principales características de cada tipo de tinta:
Plastisol: antes que nada, hay que mencionar que las tintas plastisol son muy fáciles de usar si se cuenta con los elementos y el equipo adecuado para procesarlas, ya que ésta pasa por una gran variedad de textiles, desde 12T hasta 140T, y la tela no se tapa aún si se deja la tinta sin usar, siempre y cuando no reciba calor que pueda hacerla
secar.
Gracias a que el plastisol no se seca por evaporación, es perfecto para imprimir cientos o miles de camisetas sin preocuparse porque se sequen y se tapen los marcos. Además este tipo de tintas es muy resistente a los agentes de desgaste ya que genera una película gruesa que se mantiene en buenas condiciones aún después de muchas lavadas. De ahí que sea esta una opción perfecta para grandes producciones de camisetas.
Sin duda entre sus principales ventajas se destaca la posibilidad de imprimir prendas claras y oscuras ya que existen tintas para ambos casos, con distintos niveles de cobertura, lo cual representa un enorme campo de trabajo para los diseñadores. Gracias a su facilidad de paso a través de tejidos de números altos, el plastisol es muy usado para hacer policromías, semitonos y simulaciones de color.
Aunque no lo es del todo, algunos consideran una desventaja de las tintas plastisol el hecho de que las prendas impresas no se pueden planchar, ya que se trata de un producto termoplástico que podría derretirse y dañar el estampado. Por otro lado, estas tintas generan una capa sobre la prenda que se puede sentir al tacto o incluso percibirse a la vista, lo cual limita el tipo de productos que se pueden imprimir con esta tinta, como ropa para climas cálidos, telas muy delgadas o prendas donde el acabado debe ser muy fino.
Otra desventaja importante de las tintas plastisol tiene que ver con su composición química y los aditivos para limpieza que implica, pues en algunos países se utiliza un plastificante llamado dioctilphtalato (DOP), el cual ha sido restringido en algunos países por sus niveles de toxicidad. De optar por tintas plastisol, lo más recomendable es usar aquellas de composición no peligrosa, como aquellas que usan plastificante dioctiladipato (DOA).
Precisamente debido a que se trata de tintas densas y muy resistentes, los aditivos para limpieza usados en este proceso suelen ser muy agresivos y tóxicos, como el varsol, aguarrás o thinner. Para aquellos impresores interesados en el cuidado del medio ambiente o las empresas socialmente responsables, este no es el mejor método de impresión serigráfica.
Base agua: se llaman así aquellas tintas que tienen agua como solvente principal, aunque también existen tintas base agua que tienen solventes generalmente derivados del petróleo, esta última composición suele ser utilizada para acelerar el proceso de evaporación y secado de la tinta al tiempo que se genera un brillo óptico en la impresión.
Los impresores suelen optar por tintas base agua cuando buscan acabados con muy poco o cero tacto, ya que las tintas penetran en el tejido y no se produce una plasta en la superficie. Para productos como sábanas, toallas, mantas y más, las tintas base agua son ideales porque permanecen suaves e imperceptibles al tacto. Por supuesto, esta clase de tintas son mucho más amables con el medio ambiente y tanto la limpieza como el mantenimiento de los equipos es más sencillo ya que todo se limpia con agua.
Las tintas base agua han ganado muchísima popularidad en el mercado porque proporcionan muy buenos acabados en cuanto a resolución de imagen se refiere. Estas tintas se secan muy rápidamente y son inoloras, por lo que una producción de serigrafía con tinta base agua es mucho más cómoda y controlable que si de tintas plastisol se tratara.
De elegir tintas base agua para una impresión por serigrafía es recomendable trabajar con mallas de 5 a 150 hilos por centímetro, lo cual representa un espectro amplio en materia de diseño. En caso de que sea necesario usar una emulsión, ésta debe haberse secado completamente para la aplicación de las tintas al agua, y la tela debe humedecerse para que la tinta pueda fluir a través de los poros de la tela correctamente. Al tratarse de una una tinta base de agua, es recomendable imprimir las prendas en ciertas condiciones de humedad y antes de comenzar el proceso se recomienda aplicar un poco de agua vaporizada sobre la malla de serigrafía. Algunas tintas pueden producir espuma, lo que afecta la calidad de la impresión, por lo que es recomendable usar una emulsión
antiespumante.
Hay que tener en cuenta que estas tintas se secan por evaporación y su velocidad, aunque en su mayoría es ventajosa, también puede jugar en contra si se hacen paradas momentáneas en el proceso de impresión. Para evitar dañar las mallas se recomienda dejar una capa gruesa de tinta (alrededor de 3 milímetros), o usar un retardante para evitar que la tinta se seque en ese lapso en que
permanece desatendida.
Como en todos los procesos de impresión, es importante mantener limpias las pantallas de serigrafía y, para facilitar la limpieza en estos casos es necesario mantener húmedas las pantallas y limpiarlas con un cepillo suave. Por lo general basta el agua para limpiar las pantallas, pero una vez que la tinta se seca es necesario un solvente para eliminar los restos.
En cuestión de inversión, una de las ventajas más importantes de la serigrafía con tintas base agua es que no se necesita un horno o túnel de secado, pues no se necesitan altas temperaturas para curar la tinta, aunque sí se puede acelerar el proceso usando fijadores o reticulantes, lo cual además aumenta su resistencia al lavado.
 A pesar de todos sus beneficios, las tintas base agua para serigrafía también representan algunas complicaciones que es mejor conocer antes de comenzar el proceso. Aunque podría parecer mas fácil imprimir con estas tintas que con plastisol, el uso de las tintas base agua requiere ciertos conocimientos como los tipos de tejidos que estamos imprimiendo, las necesidades de las máquinas de impresión, las clases de emulsiones totalmente resistentes al agua que existen, la temperatura del lugar de trabajo y las condiciones de humedad en que se trabaja, etcétera.
A pesar de todos sus beneficios, las tintas base agua para serigrafía también representan algunas complicaciones que es mejor conocer antes de comenzar el proceso. Aunque podría parecer mas fácil imprimir con estas tintas que con plastisol, el uso de las tintas base agua requiere ciertos conocimientos como los tipos de tejidos que estamos imprimiendo, las necesidades de las máquinas de impresión, las clases de emulsiones totalmente resistentes al agua que existen, la temperatura del lugar de trabajo y las condiciones de humedad en que se trabaja, etcétera.
Para imprimir con serigrafía, como muchas otras técnicas, es fundamental conocer todas las opciones que el mercado ofrece y, si es posible, hacer pruebas antes de cada trabajo. Pues si bien las tintas base agua y plastisol son muy distintas entre sí, y particularmente recomendables para trabajos específicos, pueden reaccionar de formas distintas si se combinan con ciertas emulsiones y se imprime en las condiciones adecuadas. Antes de elegir el tipo de tinta que se usará en serigrafía es importante tener en cuenta lo que buscamos de la impresión y cuál será su uso final, pues cada una sirve a distintos objetivos.



